The post 鋼結(jié)構(gòu)焊縫超聲檢測,選擇不同缺陷評定標(biāo)準(zhǔn)GB50661、GB/T50621、GB/T29712對評判結(jié)果的影響 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>
在鋼結(jié)構(gòu)工程質(zhì)量檢測中,超聲波檢測是評估焊接接頭內(nèi)部缺陷的主要方法。檢測人員需依據(jù)相應(yīng)標(biāo)準(zhǔn)對發(fā)現(xiàn)的缺陷進(jìn)行等級評級,再對照驗(yàn)收標(biāo)準(zhǔn)判斷缺陷等級是否超標(biāo)。
目前對焊縫的驗(yàn)收標(biāo)準(zhǔn)較統(tǒng)一,根據(jù)《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收標(biāo)準(zhǔn)》GB 50205規(guī)定:一級焊縫缺陷合格等級不低于Ⅱ級,二級焊縫缺陷合格等級不低于Ⅲ級。但是,對缺陷的等級評定業(yè)界存在多種不同的標(biāo)準(zhǔn),且這些標(biāo)準(zhǔn)在評定方法上存在顯著差異。
那么這種評定方法上的差異是否會導(dǎo)致評判結(jié)果出現(xiàn)重大分歧,甚至截然不同呢?本文將對三種常用評定標(biāo)準(zhǔn)進(jìn)行比較,并通過9組缺陷的具體評級結(jié)果,展示其差異。
參考標(biāo)準(zhǔn)如下:
- GB50661《鋼結(jié)構(gòu)焊接規(guī)范》
- GB/T 50621《鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)標(biāo)準(zhǔn)》
- GB/T 29712《焊縫無損檢測 超聲檢測 驗(yàn)收等級》
表1:簡單列出了3個(gè)標(biāo)準(zhǔn) 評定線靈敏度、測長方法和評級的差異
| 表1:不同標(biāo)準(zhǔn)的差異 | |||
| 標(biāo)準(zhǔn) | GB50661 | GB/T50621 | GB/T29712 |
| 評定線靈敏度 | H0-14dB | H0-16dB | 驗(yàn)收等級2級:H0-14dB 驗(yàn)收等級3級:H0-10dB |
| 測長方法 | 評定線絕對靈敏度法 | 主要為-6dB相對靈敏度法 | 評定線絕對靈敏度法 |
| 評級 | Ⅰ區(qū)缺陷為Ⅰ級, Ⅱ區(qū)缺陷根據(jù)指示長度評級, III區(qū)缺陷為Ⅳ級 | 根據(jù)顯示長度與板厚的倍數(shù)關(guān)系確定驗(yàn)收等級 | |
表2:列出了按照不同標(biāo)準(zhǔn)對9組缺陷的評級結(jié)果
| 表2:不同標(biāo)準(zhǔn)測出的指示長度和評定等級 | |||||||
| 序號 | 缺陷波幅(H0±dB) | GB50661 | GB/T50621 | GB/T29712 | |||
| 指示 長度 | 評定 等級 | 指示 長度 | 評定 等級 | 指示 長度 | 評定 等級 | ||
| 1 | H0-3dB | 14 | Ⅲ | 8 | Ⅳ | 12 | 3 |
| 2 | H0+3dB | 29 | Ⅳ | 20 | Ⅳ | 23 | 4 |
| 3 | H0-9dB | 9 | Ⅰ | 10 | Ⅰ | 9 | 2 |
| 4 | H0-1dB | 22 | Ⅳ | 11 | Ⅳ | 19 | 4 |
| 5 | H0+7dB | 23 | Ⅳ | 15 | Ⅳ | 21 | 4 |
| 6 | H0-7dB | 15 | Ⅰ | 13 | Ⅱ | 15 | 2 |
| 7 | H0-5dB | 20 | Ⅳ | 18 | Ⅳ | 17 | 3 |
| 8 | H0+4dB | 28 | Ⅳ | 21 | Ⅳ | 24 | 4 |
| 9 | H0+3dB | 13 | Ⅳ | 8 | Ⅳ | 10 | 3 |
| 注1:表中工件為板板對接焊縫,板厚均為20mm; 注2:GB/T29712沒有驗(yàn)收等級4級,為方便對比,將超過驗(yàn)收等級3級的缺陷記為4級; 注3:表中缺陷不考慮其性質(zhì),只針對指示長度和波幅評級。 | |||||||
我們對表2進(jìn)行分析,可以得出以下結(jié)論:
- 3種不同標(biāo)準(zhǔn),在缺陷評級上總體一致,均能有效識別并判廢那些波幅較高、尺寸較大的缺陷。但是,在一些具體案例中,各標(biāo)準(zhǔn)也呈現(xiàn)出了不同的嚴(yán)格程度;
- GB/T 50621 要求更為嚴(yán)格:例如,對于第1組缺陷,GB/T 50621將其評定為4級(不合格),而另外兩項(xiàng)標(biāo)準(zhǔn)評為3級,這主要是因?yàn)镚B/T50621的靈敏度更高;
- GB/T 29712 要求相對寬松:例如,對于波幅較低但尺寸較長的缺陷(第7組),以及波幅較高但尺寸較短的缺陷(第9組),GB/T29712評定為3級(在二級焊縫中允許存在),而另外兩項(xiàng)標(biāo)準(zhǔn)則均評定為4級(不合格)。
需要說明的是,由于條件限制,我們只選擇了板厚20mm的一種規(guī)格試板,且評級時(shí)沒有考慮累計(jì)長度等因素,所以上述結(jié)論并不嚴(yán)謹(jǐn),僅供參考。
但它可以一定程度上說明,在鋼結(jié)構(gòu)焊縫內(nèi)部缺陷超聲檢測中,評級標(biāo)準(zhǔn)選擇的不同并不會造成嚴(yán)重的結(jié)果分歧,也不存在某個(gè)標(biāo)準(zhǔn)明顯過松或過嚴(yán)的情況。希望本文能為有此擔(dān)心的同學(xué)提供一些依據(jù)。
The post 鋼結(jié)構(gòu)焊縫超聲檢測,選擇不同缺陷評定標(biāo)準(zhǔn)GB50661、GB/T50621、GB/T29712對評判結(jié)果的影響 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 無損檢測標(biāo)準(zhǔn)大全(持續(xù)更新。。。) appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>| 序號 | 標(biāo)準(zhǔn)號 | 名稱 | 下載鏈接 |
| 1 | GB 50205-2020 | 鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范 | 點(diǎn)擊下載 |
| 2 | GB 50661-2011 | 鋼結(jié)構(gòu)焊接規(guī)范 | 點(diǎn)擊下載 |
| 3 | GB 50621-2010 | 鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)標(biāo)準(zhǔn) | 點(diǎn)擊下載 |
| 4 | JTG/T 3650-2020 | 公路橋涵施工技術(shù)規(guī)范 | 點(diǎn)擊下載 |
常規(guī)超聲波檢測(UT)
| 序號 | 標(biāo)準(zhǔn)號 | 名稱 | 下載鏈接 |
| 1 | NB/T 47013.3-2023 | 承壓設(shè)備無損檢測 第3部分:超聲檢測 | 點(diǎn)擊下載 |
| 2 | GB/T 11345-2023 | 焊縫無損檢測 超聲檢測 技術(shù)、檢測等級和評定 | 點(diǎn)擊下載 |
| 3 | GB/T 29711-2023 | 焊縫無損檢測 超聲檢測 焊縫中的顯示特征 | 點(diǎn)擊下載 |
| 4 | GB/T 29712-2023 | 焊縫無損檢測 超聲檢測 驗(yàn)收等級 | 點(diǎn)擊下載 |
| 5 | JG/T 203-2007 | 鋼結(jié)構(gòu)超聲波探傷及質(zhì)量分級法 | 點(diǎn)擊下載 |
| 6 | GB/T 19418-2003 | 鋼的弧焊接頭 缺陷質(zhì)量分級指南 | 點(diǎn)擊下載 |
| 7 | GB/T 8467-2014 | 鍛鋼件超聲檢測 | 點(diǎn)擊下載 |
| 8 | GB/T 6402-2008 | 鋼鍛件超聲檢測方法 | 點(diǎn)擊下載 |
| 9 | GB/T 7233.1-2009 | 鑄鋼件 超聲檢測 第1部分:一般用途鑄鋼件 | 點(diǎn)擊下載 |
| 10 | GB/T 5777-2019 | 無縫和焊接(埋弧焊除外)鋼管縱向和∕或橫向缺欠的全圓周自動(dòng)超聲檢測 | 點(diǎn)擊下載 |
射線檢測(RT)
| 序號 | 標(biāo)準(zhǔn)號 | 名稱 | 下載鏈接 |
| 1 | NB/T47013.2-2015 | 承壓設(shè)備無損檢測 第2部分:射線檢測 | 點(diǎn)擊下載 |
| 2 | GB/T 3323.1-2019 | 焊縫無損檢測 射線檢測 第1部分 | 點(diǎn)擊下載 |
| 3 | GB/T 37910.1-2019 | 焊縫無損檢測 射線檢測驗(yàn)收等級 第1部分 | 點(diǎn)擊下載 |
| 4 | GB/T 5677-2018 | 鑄件 射線照相檢測 | 點(diǎn)擊下載 |
磁粉檢測(MT)
| 序號 | 標(biāo)準(zhǔn)號 | 名稱 | 下載鏈接 |
| 1 | NB/T 47013.4-2015 | 承壓設(shè)備無損檢測 第4部分:磁粉檢測 | 點(diǎn)擊下載 |
| 2 | GB/T 15822.1-2005 | 無損檢測 磁粉檢測 第1部分:總則 | 點(diǎn)擊下載 |
| 3 | GB/T 15822.2-2005 | 無損檢測 磁粉檢測 第2部分:檢測介質(zhì) | 點(diǎn)擊下載 |
| 4 | GB/T 15822.3-2005 | 無損檢測 磁粉檢測 第3部分:設(shè)備 | 點(diǎn)擊下載 |
| 5 | GB/T 26951-2011 | 焊縫無損檢測 磁粉檢測 | 點(diǎn)擊下載 |
| 6 | GB/T 26952-2011 | 焊縫無損檢測 焊縫磁粉檢測 驗(yàn)收等級 | 點(diǎn)擊下載 |
| 7 | JB/T 8468-2014 | 鍛鋼件磁粉檢測 | 點(diǎn)擊下載 |
| 8 | GB/T 9444-2019 | 鑄鋼鑄鐵件 磁粉檢測 | 點(diǎn)擊下載 |
滲透檢測(PT)
| 序號 | 標(biāo)準(zhǔn)號 | 名稱 | 下載鏈接 |
| 1 | NB/T 47013.5-2015 | 承壓設(shè)備無損檢測 第 5部分:滲透檢測 | 點(diǎn)擊下載 |
| 2 | JB/T 9218-2015 | 無損檢測 滲透檢測方法 | 點(diǎn)擊下載 |
| 3 | GB/T 26953-2011 | 焊縫無損檢測 焊縫滲透檢測 驗(yàn)收等級 | 點(diǎn)擊下載 |
| 4 | JB/T 8466-2014 | 鍛鋼件滲透檢測 | 點(diǎn)擊下載 |
| 5 | GB/T 9443-2019 | 鑄鋼鐵件 滲透檢測 | 點(diǎn)擊下載 |
人員認(rèn)證考核標(biāo)準(zhǔn)
| 序號 | 標(biāo)準(zhǔn)號 | 名稱 | 下載鏈接 |
| 1 | GB/T 9445-2024/ISO9712: 2021 | 無損檢測人員資格鑒定與認(rèn)證 | 點(diǎn)擊下載 |
| 2 | ASNT SNT-TC-1A-2020 | 無損檢測人員資格鑒定與認(rèn)證 | 點(diǎn)擊下載 |
| 3 | TSG Z8001-2019 | 特種設(shè)備無損人員考核規(guī)則 | 點(diǎn)擊下載 |
| 4 | CNAS-CL01-A006 | 檢測和校準(zhǔn)實(shí)驗(yàn)室能力認(rèn)可準(zhǔn)則在無損檢測領(lǐng)域的應(yīng)用說明 | 點(diǎn)擊下載 |
The post 無損檢測標(biāo)準(zhǔn)大全(持續(xù)更新。。。) appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 新版GB50661《鋼結(jié)構(gòu)焊接標(biāo)準(zhǔn)》焊接檢驗(yàn)部分(含釋義) appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>8 焊接檢驗(yàn)
8.1 一般規(guī)定
8.1.1 焊接檢驗(yàn)包括自檢和監(jiān)檢,應(yīng)在自檢合格后再進(jìn)行監(jiān)檢。
[釋義]:
一、焊接檢驗(yàn)分類及要求
- 焊接檢驗(yàn)分為自檢和監(jiān)檢兩類。
- 自檢是鋼結(jié)構(gòu)焊接質(zhì)量保證體系重要步驟,涉及焊接全過程,自檢人員資質(zhì)需滿足規(guī)范相關(guān)規(guī)定,無損檢測人員數(shù)量要求產(chǎn)品所需檢測項(xiàng)目每項(xiàng)不少于 2 名二級及二級以上人員。
- 監(jiān)檢由具有資質(zhì)的獨(dú)立第三方完成,監(jiān)檢比例依設(shè)計(jì)要求及結(jié)構(gòu)重要性確定。焊接難度等級為 A、B 級結(jié)構(gòu),監(jiān)檢主要內(nèi)容是無損檢測;C、D 級結(jié)構(gòu),監(jiān)檢內(nèi)容還包括過程中的質(zhì)量控制和檢驗(yàn)。
二、不同行業(yè)監(jiān)督檢驗(yàn)?zāi)J郊皢栴}
- 國內(nèi)涉鋼產(chǎn)業(yè)監(jiān)督檢驗(yàn)有兩種模式:
- 船舶和建筑行業(yè)模式:以驗(yàn)船師或監(jiān)理工程師為駐廠代表旁站監(jiān)控,業(yè)務(wù)考核范圍主要是項(xiàng)目管理法律法規(guī)及標(biāo)準(zhǔn)規(guī)范,很少涉及具體技術(shù)專業(yè)知識,工作質(zhì)量取決于旁站者業(yè)務(wù)素養(yǎng)。
- 壓力容器行業(yè)模式:駐廠監(jiān)造人員需取得行業(yè)頒發(fā)的焊接檢驗(yàn)師或檢驗(yàn)員資格證書上崗,一定程度上保證監(jiān)督工作質(zhì)量。
- 船舶和壓力容器行業(yè)對無損檢測由船級社或特種設(shè)備檢驗(yàn)機(jī)構(gòu)按一定比例進(jìn)行第三方抽檢,建筑行業(yè)執(zhí)行前無明確規(guī)定,多靠企業(yè)自檢控制工程質(zhì)量,漏檢、瞞報(bào)事件時(shí)有發(fā)生。
三、鋼結(jié)構(gòu)行業(yè)問題及建議
- 鋼結(jié)構(gòu)產(chǎn)業(yè)領(lǐng)域監(jiān)理工程師制管理焊接生產(chǎn)工作有很大欠缺,應(yīng)向歐美同行及國內(nèi)壓力容器行業(yè)學(xué)習(xí),實(shí)現(xiàn)焊接從業(yè)人員職業(yè)資格認(rèn)證制度。
- 片面強(qiáng)調(diào)監(jiān)督檢驗(yàn)作用不可取,質(zhì)量問題產(chǎn)生是復(fù)雜綜合的社會性質(zhì)問題,涉及體制機(jī)制、管理意識、成本控制、技術(shù)工藝及人員整體素質(zhì)和職業(yè)道德等,當(dāng)前建筑鋼結(jié)構(gòu)市場環(huán)境下,相關(guān)從業(yè)人員特別是焊工自身素質(zhì)和職業(yè)道德水準(zhǔn)尤為重要。
8.1.2 焊接檢驗(yàn)應(yīng)包括焊前檢驗(yàn)、焊中檢驗(yàn)和焊后檢驗(yàn),應(yīng)符合下列規(guī)定:
1、焊前檢驗(yàn)應(yīng)至少包括下列內(nèi)容:
- 按設(shè)計(jì)文件和相關(guān)標(biāo)準(zhǔn)的要求對工程中所有鋼材、焊接材料的規(guī)格、型號(牌號)、材質(zhì)、外觀及質(zhì)量證明文件進(jìn)行確認(rèn);
- 焊工合格證及認(rèn)可操作范圍確認(rèn);
- 焊接工藝技術(shù)文件及操作規(guī)程審查;
- 坡口形式、尺寸及表面質(zhì)量檢查;
- 組對后構(gòu)件的形狀、位置、錯(cuò)邊量、角變形、間隙等檢查;
- 焊接環(huán)境、焊接設(shè)備等條件確認(rèn);
- 定位焊縫的尺寸及質(zhì)量認(rèn)可;
- 焊接材料的烘干、保存及領(lǐng)用情況檢查;
- 引弧板、引出板和襯板的裝配質(zhì)量檢查。
2、焊中檢驗(yàn)應(yīng)至少包括下列內(nèi)容:
- 實(shí)際采用的焊接電流、焊接電壓、焊接速度、預(yù)熱溫度、層間溫度及后熱溫度和時(shí)間等焊接工藝參數(shù)與焊接工藝文件的符合性檢查;
- 多層多道焊焊道缺陷的處理情況確認(rèn);
- 采用雙面焊清根的焊縫,應(yīng)在清根后進(jìn)行外觀檢測及規(guī)定的無損檢測;
- 多層多道焊中焊層、焊道的布置及焊接順序等檢查。
3、焊后檢驗(yàn)至少包括下列內(nèi)容:
- 焊縫外觀質(zhì)量與外形尺寸檢測;
- 焊縫的無損檢測
- 焊接工藝規(guī)程記錄及檢驗(yàn)報(bào)告審查。
[釋義]:
一、過程檢驗(yàn)重要性
- 過程控制對焊接產(chǎn)品質(zhì)量至關(guān)重要,尤其對于高強(qiáng)鋼或特種鋼,工藝參數(shù)對產(chǎn)品性能和質(zhì)量影響直接,不利后果難以恢復(fù)且常規(guī)無損檢測方法無法檢測到。
- 正確的過程檢驗(yàn)程序和方法是保證產(chǎn)品質(zhì)量的重要手段。
二、過程控制的定義
過程控制是在焊接產(chǎn)品生產(chǎn)過程中,對相關(guān)人員、技術(shù)文件、材料、設(shè)備、工藝參數(shù)及焊接質(zhì)量等進(jìn)行審核與檢驗(yàn)以控制產(chǎn)品質(zhì)量。
三、存在的問題及分析
- 焊工管理問題:
- 僅審查焊工合格證遠(yuǎn)遠(yuǎn)不夠,焊工是技術(shù)性強(qiáng)且有時(shí)效性的工種。
- 現(xiàn)行規(guī)范要求持證焊工若連續(xù) 6 個(gè)月未從事許可范圍內(nèi)工作需重新參加實(shí)操考核合格后上崗,但因體制變化,企業(yè)管理模式改變,專業(yè)分包多為私營小企業(yè),管理不規(guī)范、人員流動(dòng)性強(qiáng),導(dǎo)致項(xiàng)目管理者難以掌握焊工從業(yè)情況,焊工管理失控,焊接質(zhì)量下降。
- 標(biāo)準(zhǔn)執(zhí)行問題:
- 國家現(xiàn)行團(tuán)體標(biāo)準(zhǔn)《鋼結(jié)構(gòu)焊接從業(yè)人員資格認(rèn)證》T/CECS331 對手工操作技能附加項(xiàng)目考試有規(guī)定,但因是推薦性團(tuán)體標(biāo)準(zhǔn),多數(shù)企業(yè)不執(zhí)行。
- 焊接技術(shù)人員和檢驗(yàn)人員問題:
- 目前對焊接技術(shù)人員和檢驗(yàn)人員(執(zhí)證無損檢測人員除外)資格認(rèn)定無明確準(zhǔn)則。
- 通常認(rèn)為有焊接專業(yè)技術(shù)職稱的就是合格焊接技術(shù)人員,焊接檢驗(yàn)人員多由監(jiān)理工程人員或企業(yè)質(zhì)量檢驗(yàn)人員擔(dān)任,許多人缺乏基本焊接專業(yè)技術(shù)知識,人員能力不足是焊接質(zhì)量事故頻發(fā)的主要原因之一。
四、改進(jìn)建議
從人員培訓(xùn)和資質(zhì)認(rèn)定方面抓起,改變現(xiàn)狀。
8.1.3 焊接檢驗(yàn)前應(yīng)根據(jù)結(jié)構(gòu)所承受的荷載性質(zhì)、深化設(shè)計(jì)圖及技術(shù)文件規(guī)定的焊縫質(zhì)量等級要求編制檢驗(yàn)和試驗(yàn)計(jì)劃,由技術(shù)負(fù)責(zé)人批準(zhǔn)并報(bào)監(jiān)理工程師備案。檢驗(yàn)方案應(yīng)包括檢驗(yàn)批的劃分、抽樣檢驗(yàn)的抽樣方法、檢驗(yàn)項(xiàng)目、檢驗(yàn)方法、檢驗(yàn)時(shí)機(jī)及相應(yīng)的驗(yàn)收標(biāo)準(zhǔn)等內(nèi)容。
[釋義]:
焊縫在結(jié)構(gòu)中所處的位置不同,承受荷載不同,破壞后產(chǎn)生的危害程度也不同,因此對焊縫質(zhì)量的要求理應(yīng)不同。如果一味提高焊縫的質(zhì)量要求將造成不必要的浪費(fèi)。本標(biāo)準(zhǔn)根據(jù)承受荷載不同將焊縫分成動(dòng)荷載和靜荷載結(jié)構(gòu),并提出不同的質(zhì)量要求。同時(shí)要求按設(shè)計(jì)圖及說明文件規(guī)定荷載形式和焊縫等級,在檢驗(yàn)前按照科學(xué)的方法編制檢驗(yàn)方案,并由質(zhì)量工程師批準(zhǔn)后實(shí)施。設(shè)計(jì)文件對荷載形式和焊縫等級要求不明確的應(yīng)依據(jù)現(xiàn)行國家標(biāo)準(zhǔn)《鋼結(jié)構(gòu)設(shè)計(jì)標(biāo)準(zhǔn)》(GB50017)及本標(biāo)準(zhǔn)(5.1.5)的相關(guān)規(guī)定執(zhí)行,并須經(jīng)原設(shè)計(jì)單位簽認(rèn)。 之所以強(qiáng)調(diào)根據(jù)載荷形式制定檢驗(yàn)方案或標(biāo)準(zhǔn),主要是承受靜載的結(jié)構(gòu)與承受動(dòng)載(或疲勞載荷)的結(jié)構(gòu)在產(chǎn)生破壞的機(jī)理和概率上存在巨大差異。據(jù)統(tǒng)計(jì)目前焊接結(jié)構(gòu)發(fā)生破壞或失效的形式主要有塑性、脆性、疲勞、腐蝕和蠕變五種,其中大約90%為疲勞破壞。而疲勞破壞相對于其他破壞形式有其自己的特點(diǎn),主要表現(xiàn)為:低應(yīng)力破壞,是指疲勞破壞發(fā)生時(shí)通常結(jié)構(gòu)所承受荷載遠(yuǎn)低于設(shè)計(jì)允許的應(yīng)力值;②破壞斷口宏觀上無塑性變形;③疲勞破壞對材料的微觀組織和內(nèi)部微小缺陷不敏感,相反對材料表面缺陷非常敏感。由此可見疲勞載荷對結(jié)構(gòu)安全性的巨大影響,因此根據(jù)結(jié)構(gòu)所承受的荷載形式確定質(zhì)量控制標(biāo)準(zhǔn)是目前國際上為保證結(jié)構(gòu)安全所采取的通用準(zhǔn)則。
8.1.4 焊縫檢驗(yàn)抽樣方法應(yīng)符合下列規(guī)定:
1、當(dāng)工廠制作焊縫長度不大于1000mm時(shí),每條焊縫應(yīng)為1處;當(dāng)長度大于1000mm時(shí),以1000mm為基礎(chǔ),每增加300mm焊縫數(shù)量應(yīng)增加1處;現(xiàn)場安裝焊縫每條焊縫為1處。
2、可按下列方法確定檢驗(yàn)批:
- 制作焊縫以同一工區(qū)(車間)按300-600處的焊縫數(shù)量組成檢驗(yàn)批;多層框架結(jié)構(gòu)可以每節(jié)柱的所有構(gòu)件組成檢驗(yàn)批;
- 安裝焊縫以區(qū)段組成檢驗(yàn)批;多層框架結(jié)構(gòu)以每層(節(jié))的焊縫組成檢驗(yàn)批。
3、抽樣檢驗(yàn)除設(shè)計(jì)指定焊縫外應(yīng)采用隨機(jī)取樣方式取樣,且取樣中應(yīng)覆蓋到該批焊縫中所包含的所有鋼材類別、焊接位置和焊接方法。
釋義:
為了組成抽樣檢驗(yàn)中的檢驗(yàn)批,首先應(yīng)知道焊縫個(gè)體的數(shù)量。一般情況下,作為檢驗(yàn)對象的鋼結(jié)構(gòu)安裝焊縫長度大多較短,通常將一條焊縫作為一個(gè)焊縫個(gè)體。在工廠制作構(gòu)件時(shí),箱形鋼柱(梁)的縱焊縫、H形鋼柱(梁)的腹板-翼板組合焊縫較長,此時(shí)可將一條焊縫劃為每300mm為一個(gè)檢驗(yàn)個(gè)體。檢驗(yàn)批的構(gòu)成原則上以同一條件的焊縫個(gè)體為對象,一方面要使檢驗(yàn)結(jié)果具有代表性,另一方面要利于統(tǒng)計(jì)分析缺陷產(chǎn)生的原因,便于質(zhì)量管理。
取樣原則上按隨機(jī)方式,隨機(jī)取樣方法有多種,例如將焊縫個(gè)體編號,使用隨機(jī)數(shù)表來規(guī)定取樣部位等。但要強(qiáng)調(diào)的是對同一批次抽查焊縫的取樣,一方面要涵蓋該批焊縫所涉及的母材類別和焊接位置、焊接方法,以便客觀反應(yīng)不同難度下的焊縫合格率結(jié)果,另一方面自檢、監(jiān)檢及見證檢驗(yàn)所抽查的對象應(yīng)盡可能避免重復(fù),只有這樣才能達(dá)到更有效的控制焊縫質(zhì)量的目的。
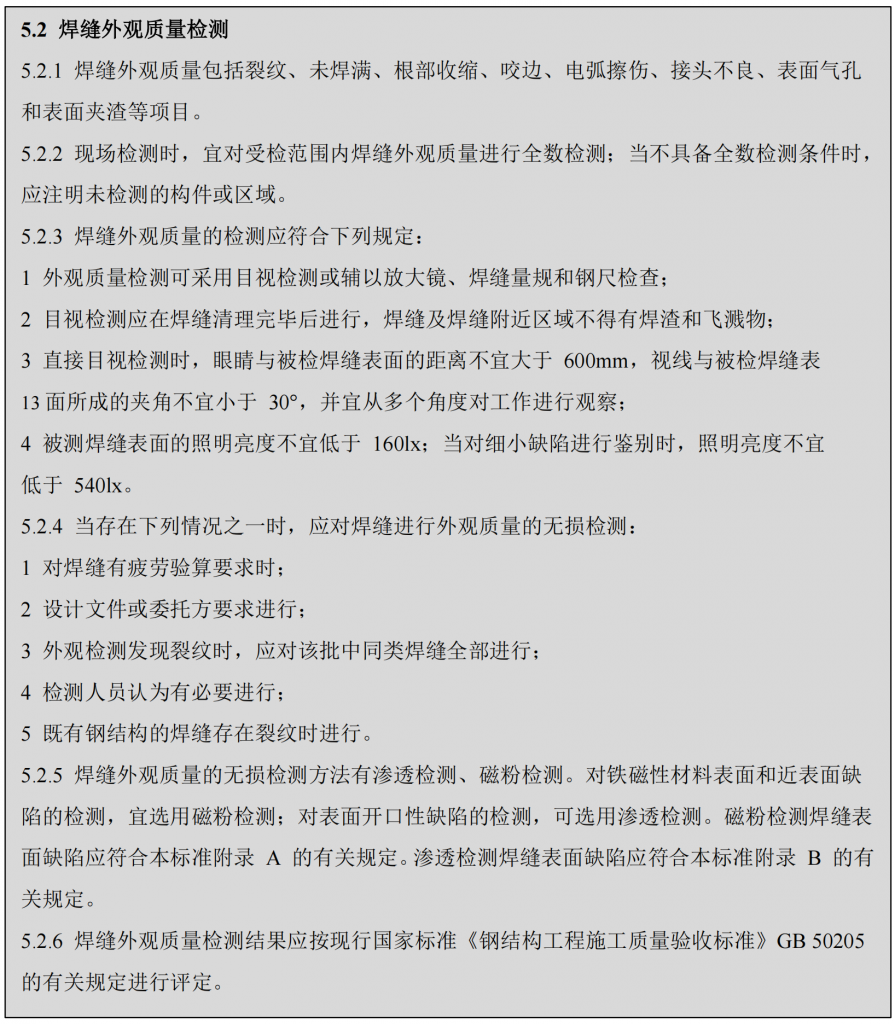
8.1.5 外觀檢測應(yīng)符合下列規(guī)定:
1、所有焊縫應(yīng)冷卻到環(huán)境溫度后方可進(jìn)行外觀檢測;
2、外觀檢測采用目視方式,裂紋的檢查應(yīng)輔以5倍放大鏡并在合適的光照條件下進(jìn)行,必要時(shí)可采用磁粉檢測或滲透檢測,尺寸的測量應(yīng)用量具、卡規(guī)。
3、栓釘焊接接頭的焊縫外觀質(zhì)量應(yīng)符合本標(biāo)準(zhǔn)6.5.1-1或表6.5.1-2的要求。外觀質(zhì)量檢驗(yàn)合格后應(yīng)進(jìn)行打彎抽樣檢查,當(dāng)栓釘彎曲至30°時(shí),焊縫和熱影響區(qū)不得有肉眼可見的裂紋,檢查數(shù)量不應(yīng)小于栓釘總數(shù)的1%且不少于10個(gè);
4、電渣焊、氣電立焊接頭的焊縫外觀成形應(yīng)光滑,不得有未熔合、裂紋等缺陷;當(dāng)板厚小于30mm時(shí),壓痕、咬邊深度不應(yīng)大于0.5mm;當(dāng)板厚小于30mm時(shí),壓痕、咬邊深度不應(yīng)大于1.0mm。
釋義:
焊接接頭在焊接過程中、焊縫冷卻過程及以后相當(dāng)長一段時(shí)間內(nèi)均可能產(chǎn)生裂紋,但目前鋼結(jié)構(gòu)用鋼材和焊接材料,由于生產(chǎn)工藝和技術(shù)水平的提高,產(chǎn)生延遲裂紋的概率并不高,而且,在隨后的生產(chǎn)制作過程中,還要進(jìn)行無損檢測。為避免由于檢測周期過長,使工期延誤,本規(guī)范借鑒歐洲和美國的相關(guān)標(biāo)準(zhǔn),規(guī)定外觀檢測應(yīng)在焊縫冷卻以后進(jìn)行。
對外觀檢測的進(jìn)一步說明:
- 表面光照度應(yīng)至少達(dá)到350Lx,但推薦光照度為500Lx。
- 對于直接目視檢測,在待檢表面 600mm之內(nèi),應(yīng)提供人眼足夠的觀測空間,且檢測視角不小于 30°(下圖)

- 外觀檢測的輔助工具:
- 在無法直接進(jìn)行外觀檢測時(shí),可以采用諸如管道內(nèi)窺鏡或光纖檢視系統(tǒng)等輔助工具幫助檢測,具體做法應(yīng)和檢測委托方協(xié)商確定。
- 同時(shí),也可能需要提供輔助照明,以便在外觀檢測時(shí)目標(biāo)具有足夠的對比度,降低工件表面缺陷與背景之間的互相影響。
- 其他可用來幫助進(jìn)行外觀檢測的輔助工具有:
- 焊縫量規(guī)(用于檢查坡口角度、焊縫輪、角焊縫尺寸、咬邊深度等);
- 專用的焊縫量規(guī)和高低焊規(guī);
- 直尺和卷尺;
- 放大鏡(2~5倍)
8.1.6 焊縫無損檢測報(bào)告簽發(fā)人員應(yīng)具有現(xiàn)行國家標(biāo)準(zhǔn)《無損檢測人員資格鑒定與認(rèn)證》GB/T9445規(guī)定的2級或3級資格。
釋義
無損檢測時(shí)技術(shù)性較強(qiáng)的專業(yè)技術(shù),按照我國和行業(yè)無損檢測人員資格考核管理的規(guī)定,一級人員只能在二級或三級人員的指導(dǎo)下從事檢測工作。因此,規(guī)定一級人員不能獨(dú)立簽發(fā)檢測報(bào)告。凡需從事無損檢測工作的企業(yè),應(yīng)在其所采用的檢測方法領(lǐng)域,擁有兩名或兩名以上的二級或三級持證人員(承擔(dān)焊接難度等級為C級和D級焊縫無損檢測的審核人員應(yīng)持有三級資格)。
8.1.7 超聲檢測的區(qū)域和等級應(yīng)符合下列規(guī)定:
1、焊縫超聲檢測區(qū)域應(yīng)包括焊縫和焊縫兩側(cè)至少10mm寬母材或熱影響區(qū)寬度的內(nèi)部區(qū)域;對于承受動(dòng)載荷的結(jié)構(gòu)或高層鋼結(jié)構(gòu)應(yīng)根據(jù)設(shè)計(jì)要求增加焊縫兩側(cè)區(qū)域母材的檢測。
2、對接接頭及角接接頭的檢測等級應(yīng)根據(jù)質(zhì)量要求從低到高分為A、B、C三級,并應(yīng)根據(jù)結(jié)構(gòu)的材質(zhì)、焊接方法、使用條件及承受載荷的不同,由設(shè)計(jì)文件確定檢測級別。
3、對接接頭及角接接頭檢測位置(圖8.1.7)確定應(yīng)符合下列規(guī)定:
- A級檢測時(shí),應(yīng)采用一種角度的探頭在焊縫的單面單側(cè)進(jìn)行檢測,可不要求作橫向缺陷的檢測。當(dāng)母材厚度大于50mm時(shí),不得采用A級檢測。
- B級檢測時(shí),宜采用一種角度的探頭在焊縫的單面雙側(cè)進(jìn)行檢測,受幾何條件限制時(shí),可在焊縫單面、單側(cè)采用角度之差大于10°的兩種角度探頭進(jìn)行檢測;當(dāng)母材厚度大于100mm時(shí),應(yīng)采用雙面雙側(cè),受幾何條件限制時(shí),應(yīng)在焊縫雙面單側(cè),采用角度之差大于10°的兩種角度探頭進(jìn)行檢測,檢測應(yīng)覆蓋整個(gè)焊縫截面;當(dāng)檢測條件允許時(shí),應(yīng)作橫向缺欠檢測。
- C級檢測時(shí),至少應(yīng)采用兩種角度的探頭在焊縫的單面雙側(cè)進(jìn)行檢測;同時(shí)還應(yīng)作兩個(gè)掃查方向和兩種探頭角度的橫向缺欠檢測;母材厚度大于100mm時(shí),應(yīng)采用雙面雙側(cè)檢測。檢查前應(yīng)將對接焊縫余高磨平;焊縫兩側(cè)斜探頭掃查經(jīng)過的母材 部分應(yīng)采用直探頭作檢查;當(dāng)焊縫母材厚度大于100mm,或窄間隙焊縫母材厚度大于40mm時(shí),應(yīng)增加串列式掃查。

釋義:
新標(biāo)準(zhǔn)增加了熱影響區(qū)寬度至少為10mm;
新標(biāo)準(zhǔn)規(guī)定兩種探頭角度之差大于10°(2011版為15°);
新標(biāo)準(zhǔn)增加了T形接頭的檢測位置示意圖,由圖可以看出,沒有要求從翼緣板外側(cè)采用直探頭檢測,符合鋼結(jié)構(gòu)檢測的實(shí)際情況。
8.1.8 抽樣檢驗(yàn)應(yīng)按照現(xiàn)行國家強(qiáng)制性規(guī)范《鋼結(jié)構(gòu)通用規(guī)范》GB55006的規(guī)定進(jìn)行結(jié)果判定。
釋義:
現(xiàn)行國家強(qiáng)制性規(guī)范《鋼結(jié)構(gòu)通用規(guī)范》GB55006中對于焊接質(zhì)量抽樣檢驗(yàn)結(jié)果判定要求如下。
1、除裂紋缺陷外,抽樣檢驗(yàn)的焊縫數(shù)不合格率小于2%時(shí),該批驗(yàn)收合格;抽樣檢驗(yàn)的焊縫數(shù)不合格率大于5%時(shí),該批驗(yàn)收不合格;抽樣檢驗(yàn)的焊縫數(shù)不合格率為2%~5%時(shí),應(yīng)按不少于 20%探傷比例對其他未檢焊縫進(jìn)行抽檢,且必須在原不合格部位兩側(cè)的焊縫延長線各增加一處;在所有抽檢焊縫中不合格率不大于3%時(shí),該批驗(yàn)收合格,大于3%時(shí),該批驗(yàn)收不合格。
2、當(dāng)檢驗(yàn)有1處裂紋缺陷時(shí),應(yīng)加倍抽查,在加倍抽檢焊縫中未再檢查出裂紋缺陷時(shí),該批驗(yàn)收合格;檢驗(yàn)發(fā)現(xiàn)多處裂紋缺陷或加倍抽查又發(fā)現(xiàn)裂紋缺陷時(shí),該批驗(yàn)收不合格,應(yīng)對該批余下焊縫的全數(shù)進(jìn)行檢驗(yàn)。
3、批量驗(yàn)收不合格時(shí),應(yīng)對該批余下的全部焊縫進(jìn)行檢驗(yàn)。 本條實(shí)際上是引入允許不合格率的概念,事實(shí)上,在一批檢查數(shù)量中要達(dá)到100%合格往往是不切實(shí)際的,既無必要,也浪費(fèi)大量資源。本著安全、適度的原則,并根據(jù)近幾年來鋼結(jié)構(gòu)焊縫檢驗(yàn)的實(shí)際情況及數(shù)據(jù)統(tǒng)計(jì),規(guī)定小于抽樣數(shù)的2%為合格,大于5%時(shí)為不合格,2%~5%之間時(shí)加倍抽檢,不僅確保鋼結(jié)構(gòu)焊縫的質(zhì)量安全,也反映了目前我國鋼結(jié)構(gòu)焊接施工水平。不合格率應(yīng)按下面公式計(jì)算。

8.2 不需疲勞驗(yàn)算結(jié)構(gòu)焊接質(zhì)量的檢驗(yàn)
8.2.1 焊縫外觀質(zhì)量應(yīng)滿足表8.2.1的規(guī)定
8.2.2 焊縫外觀尺寸應(yīng)符合下列規(guī)定
1、對接與角接組合焊縫(圖8.2.2),當(dāng)板厚t不大于40mm時(shí),加強(qiáng)焊腳尺寸不應(yīng)小于t/4且不宜大于10mm;當(dāng)板厚t大于40mm時(shí),加強(qiáng)焊腳尺寸宜為10mm;加強(qiáng)焊腳尺寸允許偏差應(yīng)為0~4。對于加強(qiáng)焊腳尺寸大于8.0mm的角焊縫其局部焊腳尺寸可小于設(shè)計(jì)要求值1.0mm,但累計(jì)長度不得超過焊縫總長度的10%;焊接H形梁腹板與翼緣板的焊縫兩端在其兩倍翼緣板寬度范圍內(nèi),焊縫的焊腳尺寸不得低于設(shè)計(jì)要求值;焊縫余高應(yīng)符合本標(biāo)準(zhǔn)表8.2.2的要求。
2、對接焊縫與角接焊縫余高及錯(cuò)邊的尺寸要求應(yīng)符合表8.2.2的規(guī)定。
8.2.3 焊縫內(nèi)部質(zhì)量無損檢測的基本要求應(yīng)符合下列規(guī)定:
1、無損檢測應(yīng)在外觀檢查合格后進(jìn)行。當(dāng)焊接難度等級為C、D級時(shí),應(yīng)以焊接完成24h后無損檢測結(jié)果作為驗(yàn)收依據(jù);當(dāng)鋼材標(biāo)稱屈服強(qiáng)度不小于690Mpa或供貨狀態(tài)為調(diào)質(zhì)狀態(tài)時(shí),應(yīng)以焊接完成48h后無損檢測結(jié)果作為驗(yàn)收依據(jù)。
2、設(shè)計(jì)要求全熔透的焊縫,內(nèi)部缺欠的檢測比例應(yīng)符合現(xiàn)行國家強(qiáng)制性規(guī)范《鋼結(jié)構(gòu)通用規(guī)范》GB55006規(guī)定,合格等級應(yīng)符合下列規(guī)定:
- 一級焊縫合格等級不應(yīng)低于本標(biāo)準(zhǔn)第8.2.4條中B級檢驗(yàn)的II級要求;
- 二級焊縫合格等級不應(yīng)低于本標(biāo)準(zhǔn)第8.2.4條中B級檢測的III級要求。
3、三級焊縫應(yīng)根據(jù)設(shè)計(jì)要求進(jìn)行相關(guān)的檢測。



【釋義】
Ⅰ、Ⅱ類鋼材產(chǎn)生焊接延遲裂紋的可能性很小,因此規(guī)定在焊縫冷卻到室溫外觀檢測后即可進(jìn)行無損檢測。
對于Ⅲ、Ⅳ類鋼材,若焊接工藝不當(dāng),則有產(chǎn)生焊縫延遲裂紋的可能性,且裂紋延遲時(shí)間較長,有些國外標(biāo)準(zhǔn)規(guī)定此類鋼焊接裂紋的檢查應(yīng)在焊后48h進(jìn)行。考慮到工廠存放條件、現(xiàn)場安裝進(jìn)度、工序銜接的限制以及隨著時(shí)間延長,產(chǎn)生延遲裂紋的概率逐漸減小等因素,本標(biāo)準(zhǔn)對Ⅲ、Ⅳ類鋼材及焊接難度等級為C、D級的結(jié)構(gòu),規(guī)定以24h后無損檢測的結(jié)果作為驗(yàn)收的依據(jù)。
對鋼材標(biāo)稱屈服強(qiáng)度大于等于690MPa或調(diào)質(zhì)鋼,考慮產(chǎn)生延遲裂紋的可能性更大,規(guī)定以焊后48h的無損檢測結(jié)果作為驗(yàn)收依據(jù)。
內(nèi)部缺欠的檢測一般可用超聲波檢測和射線檢測。
- 射線檢測具有直觀性、一致性好的優(yōu)點(diǎn),但其成本高、安全防護(hù)要求高、操作程序復(fù)雜、檢測周期長,尤其是鋼結(jié)構(gòu)中大多為T形接頭和角接頭,射線檢測的效果差,且射線檢測對裂紋、未熔合等危害性缺陷的檢出率低。
- 超聲波檢測則正好相反,操作程序簡單、快速,對各種接頭形式的適應(yīng)性好,對裂紋、未熔合的檢測靈敏度高,因此世界上很多國家對鋼結(jié)構(gòu)內(nèi)部質(zhì)量的控制采用超聲波檢測。
- 本標(biāo)準(zhǔn)原則規(guī)定鋼結(jié)構(gòu)焊縫內(nèi)部缺欠的檢測宜采用超聲波檢測,如有特殊要求,可在設(shè)計(jì)圖紙或訂貨合同中另行規(guī)定。同時(shí)也鼓勵(lì)用戶輔助采用諸如相控陣、TOFD等先進(jìn)檢測手段,以提高檢測質(zhì)量。
本標(biāo)準(zhǔn)將二級焊縫的局部檢驗(yàn)定為抽樣檢驗(yàn)。這一方面是基于鋼結(jié)構(gòu)焊縫的特殊性;另方面,目前我國推行全面質(zhì)量管理已有多年的經(jīng)驗(yàn),采用抽樣檢測是可行的,在某種程度上更有利于提高產(chǎn)品質(zhì)量。
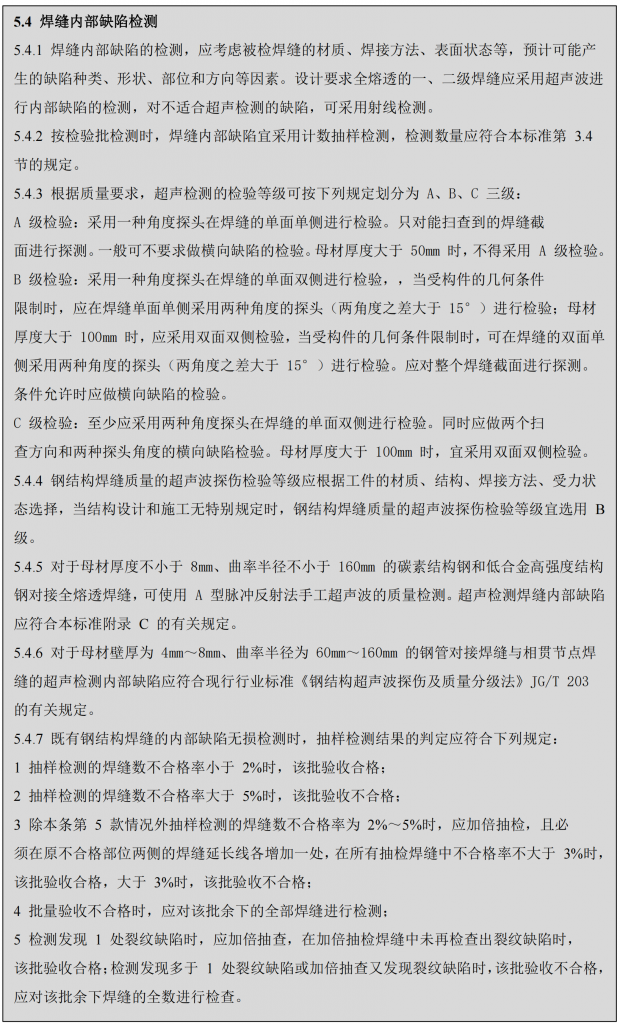
8.2.4 超聲檢測工藝和技術(shù)應(yīng)符合下列規(guī)定:
1、超聲檢測設(shè)備應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《焊縫無損檢測 超聲檢測技術(shù)、檢測等級和評定》GB/T11345的有關(guān)規(guī)定;缺欠測長應(yīng)符合本標(biāo)準(zhǔn)附錄E的規(guī)定;
2、超聲檢測靈敏度和距離-波幅缺陷(圖8.2.4)應(yīng)符合表8.2.4-1的規(guī)定,評定線以上至定量線應(yīng)為I區(qū)(弱信號評定區(qū));定量線以上至判廢線應(yīng)為II區(qū)(長度評定區(qū));判廢線以上區(qū)域應(yīng)為III區(qū)(判廢區(qū));
3、最大反射波幅位于II區(qū)的缺欠,應(yīng)根據(jù)缺欠顯示長度按表8.2.4-2的規(guī)定進(jìn)行等級評定;
4、最大反射波幅不超過評定線的缺欠,均應(yīng)評為I級;最大反射波幅超過評定線的裂紋缺陷,均應(yīng)評為IV級;反射波幅位于I區(qū)的非裂紋缺欠,均應(yīng)評為I級;反射波幅位于III區(qū)的缺欠,無論其顯示長度如何,均應(yīng)評為IV級;
5、焊接球節(jié)點(diǎn)網(wǎng)架、螺栓球節(jié)點(diǎn)網(wǎng)架及圓管T、K、Y節(jié)點(diǎn)焊縫的超聲檢測方法及缺欠分級應(yīng)符合現(xiàn)行行業(yè)標(biāo)準(zhǔn)《鋼結(jié)構(gòu)超聲波探傷及質(zhì)量分級法》JG/203的有關(guān)規(guī)定;
6、箱形構(gòu)件隔板電渣焊焊縫無損檢測,除應(yīng)符合本標(biāo)準(zhǔn)8.2.3條 的相關(guān)規(guī)定外,還應(yīng)按本標(biāo)準(zhǔn)附錄D進(jìn)行焊縫焊透寬度、焊縫偏移檢測;
7、當(dāng)需要對超聲檢測結(jié)果做進(jìn)一步判斷時(shí),可采用其他檢測方法輔助驗(yàn)證;
8、下列情況之一宜采用超聲檢測方法在焊前對T形、十字形、角接接頭坡口處的翼緣板進(jìn)行夾層檢測,或在焊后進(jìn)行層狀撕裂檢測;
- 發(fā)現(xiàn)鋼板有夾層缺欠;
- 翼緣板、腹板為厚度大于等于20mm的飛厚度方向性能鋼板;
- 腹板厚度大于翼緣板厚度且該翼緣板厚度方向的工作應(yīng)力較大。
8.2.5 射線檢測技術(shù)應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《焊縫無損檢測 射線檢測》GB/T3323中B級檢測技術(shù)的有關(guān)規(guī)定;射線底片的質(zhì)量評級應(yīng)符合本標(biāo)準(zhǔn)附錄C的規(guī)定:一級焊縫評定合格等級不應(yīng)低于II級的要求,二級焊縫評定合格等級不應(yīng)低于III級的要求。


【釋義】
目前鋼結(jié)構(gòu)節(jié)點(diǎn)設(shè)計(jì)大量采用局部焊透對接、角接及純貼角焊縫的節(jié)點(diǎn)形式,除純貼角焊縫節(jié)點(diǎn)形式的焊縫內(nèi)部質(zhì)量國內(nèi)外尚無現(xiàn)行無損檢測標(biāo)準(zhǔn)外,對于局部焊透對接及角接焊縫均可采用超聲波方法進(jìn)行檢測,因此,應(yīng)與全焊透焊縫一樣對其焊縫的內(nèi)部質(zhì)量提出要求。
對于目前在高層鋼結(jié)構(gòu)、大跨度桁架結(jié)構(gòu)箱形柱(梁)制造中廣泛采用的隔板電渣焊的檢驗(yàn),本標(biāo)準(zhǔn)以附錄的形式給出了檢測方法。
隨著鋼結(jié)構(gòu)技術(shù)進(jìn)步,對承受板厚方向荷載的厚板(T≥40mm)結(jié)構(gòu)產(chǎn)生層狀撕裂的原因認(rèn)識越來越清晰,對材料的質(zhì)量要求越來越明確。但近年來一些薄板結(jié)構(gòu)(T<40mm)出現(xiàn)層狀撕裂問題,有的還造成嚴(yán)重的經(jīng)濟(jì)損失。針對這一現(xiàn)象本標(biāo)準(zhǔn)提出相應(yīng)的檢測要求,以杜絕類似情況的發(fā)生。
8.2.6 表面檢測應(yīng)符合下列規(guī)定:
1、下列情況之一應(yīng)進(jìn)行表面檢測:
- 設(shè)計(jì)文件要求,進(jìn)行表面檢測;
- 外觀檢測發(fā)現(xiàn)裂紋時(shí),對該批中同類焊縫進(jìn)行100%的表面檢測;
- 外觀檢測懷疑有裂紋缺陷時(shí),對懷疑的部位進(jìn)行表面檢測;
- 檢測人員認(rèn)為有必要時(shí)。
2、鐵磁性材料宜采用磁粉檢測表面缺欠;非鐵磁性材料,宜采用滲透檢測表面缺欠。
8.2.7 磁粉檢測應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《焊縫無損檢測 磁粉檢測》GB/T26951的有關(guān)規(guī)定,檢測結(jié)果應(yīng)符合本標(biāo)準(zhǔn)第8.2.1條規(guī)定。8.2.8 滲透檢測應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《無損檢測 滲透檢測 第1部分:總則》GB/T18851.1的有關(guān)規(guī)定,檢測結(jié)果應(yīng)符合本標(biāo)準(zhǔn)第8.2.1條規(guī)定。
【釋義】
表面檢測主要是作為外觀檢査的一種補(bǔ)充手段,其目的主要是為了檢查焊接裂紋,檢測結(jié)果的評定按外觀檢驗(yàn)的有關(guān)要求驗(yàn)收。
一般來說,磁粉檢測的靈敏度要比滲透檢測高,特別是在鋼結(jié)構(gòu)中,要求作磁粉檢測的焊縫大部分為角焊縫,加之焊縫的表面不規(guī)則,清理困難,滲透檢測效果差,且滲透檢測難度較大,費(fèi)用高。
因此,為了提高表面缺欠檢出率,規(guī)定鐵磁性材料工件應(yīng)盡可能采用磁粉檢測方法進(jìn)行檢測。只有因結(jié)構(gòu)形狀的原因(如檢測空間狹小)或材料的原因(如材質(zhì)為奧氏體不銹鋼)不能采用磁粉檢測時(shí),宜采用滲透檢測。
附錄E 超聲檢測固定回波幅度測長
E.0.1 超聲檢測中缺欠顯示的水平長度宜采用本方法進(jìn)行測量。
E.0.2 測量時(shí),應(yīng)將探頭左右移動(dòng),回波幅度等于評定線的位置點(diǎn)1和2應(yīng)為缺欠顯示的端點(diǎn)(圖E.0.1-1);端點(diǎn)1和端點(diǎn)2之間的水平長度應(yīng)為缺欠顯示的測定長度(圖E.0.1-2)。

【釋義】
新標(biāo)準(zhǔn)對于超聲檢測部分,明確了超聲檢測工藝。
- 檢測設(shè)備應(yīng)符合GB/T11345,
- 檢測靈敏度(DAC曲線偏移量)按照本標(biāo)準(zhǔn)(表8.2.4-1),
- 測長按照本標(biāo)準(zhǔn)(附錄E),采用評定線絕對靈敏度法測長法,
- 缺陷評級:
- 評定線以下缺欠不計(jì);
- 裂紋為IV級,
- II區(qū)缺欠按照表8.2.4-2測長評級,
- III區(qū)缺陷為IV級。
The post 新版GB50661《鋼結(jié)構(gòu)焊接標(biāo)準(zhǔn)》焊接檢驗(yàn)部分(含釋義) appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 預(yù)應(yīng)力混凝土管樁接樁焊縫的探傷檢測 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>
預(yù)應(yīng)力管樁是采用先張法預(yù)應(yīng)力工藝和離心成型法制成的空心圓筒形混凝土預(yù)制構(gòu)件。其具有單樁承載力高、施工快、適應(yīng)性強(qiáng)、環(huán)保節(jié)能、耐久性好等優(yōu)點(diǎn),被廣泛應(yīng)用于工業(yè)與民用建筑、橋梁、港口、碼頭等基礎(chǔ)建設(shè),在對基礎(chǔ)承載力要求高的高層建筑、大型廠房和儲罐等工程中作用重大。
預(yù)應(yīng)力管樁主要由樁身、樁套箍和端板組成,標(biāo)準(zhǔn)節(jié)長為10m,當(dāng)樁長不夠時(shí),需要進(jìn)行接樁,接樁方式主要有焊接和機(jī)械連接兩種。
《GB 50202-2018建筑地基基礎(chǔ)工程施工質(zhì)量驗(yàn)收標(biāo)準(zhǔn)》要求對焊接接樁質(zhì)量除進(jìn)行常規(guī)檢查外,尚應(yīng)做10%的焊縫探傷檢查。
在實(shí)際檢測中,受限于接頭幾何結(jié)構(gòu)條件,常規(guī)的超聲波橫波檢測難以實(shí)現(xiàn)對接頭內(nèi)部缺陷的檢測,本文我們來分析其原因,并尋找相應(yīng)的解決方法。

為什么常規(guī)超聲波橫波檢測難以實(shí)現(xiàn)接樁焊縫的檢測?
主要受限于焊接接頭的幾何結(jié)構(gòu),圖2是端板(先張法預(yù)應(yīng)力混凝土樁兩端用于生產(chǎn)中預(yù)應(yīng)力張拉錨固和施工中連接的鋼件)結(jié)構(gòu)圖,B處為焊接坡口位置。

圖3 是端板焊接接頭的主要規(guī)格尺寸,可以看出,端板上可供橫波檢測時(shí)探頭放置和移動(dòng)的區(qū)域L僅有5~10mm,再加上焊縫蓋面寬度,其長度遠(yuǎn)小于橫波探頭長度,也就是說在此之上放置探頭都不能實(shí)現(xiàn),更不要說前后移動(dòng)探頭,實(shí)現(xiàn)聲束對整個(gè)焊接接頭的全覆蓋了。

要注意的是:樁套箍表面不能作為探頭的掃查面,因?yàn)闃短坠亢穸戎挥?.5~2mm,往往采用嵌套連接,超聲波波束是無法由其進(jìn)入端板焊縫內(nèi)部的。
接樁焊縫能不能使用射線檢測?
對于焊縫內(nèi)部的缺陷檢測,除采用超聲波檢測外,射線檢測也是一種常用手段。但是對于管樁樁接焊縫而言,采用射線檢測也不現(xiàn)實(shí),主要原因?yàn)椋汉缚p不是全熔透,在徑向方向,焊縫厚度僅占整體厚度(管樁直徑)的不到5%,射線檢測無法保證影像的對比度。
什么方法可以檢測接樁焊縫?
1.將焊縫余高磨平,用直探頭在焊縫表面徑向檢測內(nèi)部體積型缺陷(如夾渣、氣孔),以及與檢測面平行的層間未熔合;
2.將焊縫余高磨平,用大角度斜探頭在焊縫表面周向檢測內(nèi)部橫向裂紋和坡口處缺陷(檢測時(shí)探頭盡量作0~45°擺動(dòng));
3.采用磁粉或滲透檢測焊縫表面缺陷。
在實(shí)際工程應(yīng)用中,除了使用可靠的檢測手段,保證質(zhì)量安全外,更應(yīng)從施工過程加以控制,《JGJ94-2008建筑樁基技術(shù)規(guī)范》中給出的接樁焊接技術(shù)規(guī)范如下:
焊接接樁的技術(shù)規(guī)范:
- 焊接接樁:鋼鈑宜采用低碳鋼,焊條宜采用E43;并應(yīng)符合現(xiàn)行行業(yè)標(biāo)準(zhǔn)《建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程》JGJ 81要求。接頭宜采用探傷檢測,同一工程檢測量不得少于3個(gè)接頭;
- 下節(jié)樁段的樁頭宜高出地面0.5m;
- 下節(jié)樁的樁頭處宜設(shè)導(dǎo)向箍。接樁時(shí)上下節(jié)樁段應(yīng)保持順直,錯(cuò)位偏差不宜大于 2mm。接樁就位糾偏時(shí),不得采用大錘橫向敲打;
- 樁對接前,上下端板表面應(yīng)采用鐵刷子清刷干凈,坡口處應(yīng)刷至露出金屬光澤;
- 焊接宜在樁四周對稱地進(jìn)行,待上下樁節(jié)固定后拆除導(dǎo)向再分層施焊:焊接層數(shù)不得少于2層,第一層焊完后必須把焊渣清理干凈,方可進(jìn)行第二層施焊,焊縫應(yīng)連續(xù)、飽滿;
- 焊好后的樁接頭應(yīng)自然冷卻后方可繼續(xù)錘擊,自然冷卻時(shí)間不宜少于8min;嚴(yán)禁采用水冷卻或焊好即施打;
- 雨天焊接時(shí),應(yīng)采取可靠的防雨措施。
The post 預(yù)應(yīng)力混凝土管樁接樁焊縫的探傷檢測 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 溫度對焊縫超聲波檢測的影響 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>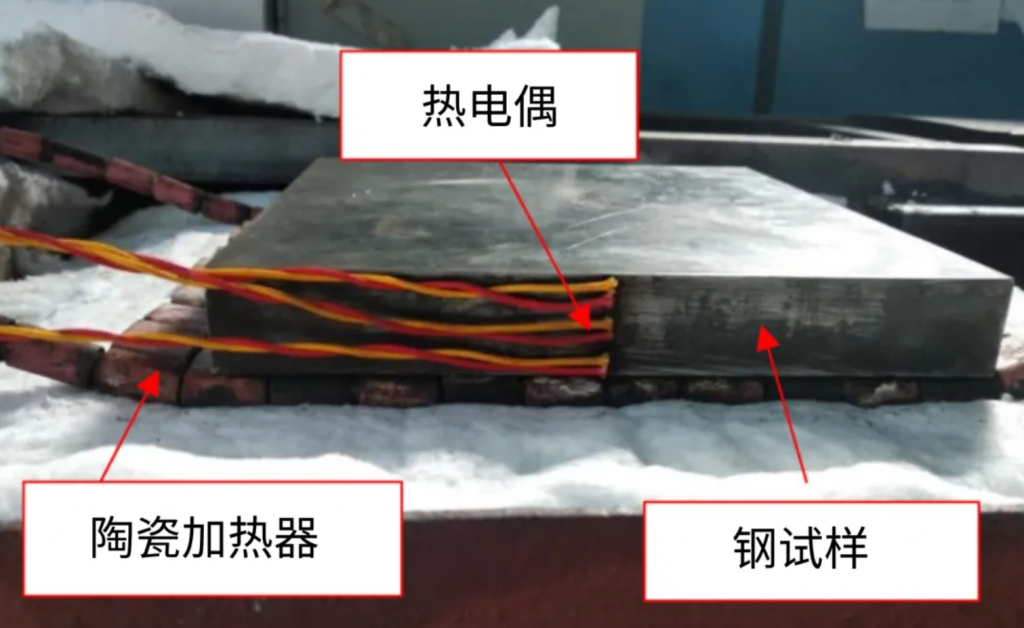
本文中使用的試驗(yàn)裝置
在諸如《GB/T11345 焊縫無損檢測 超聲檢測技術(shù)、檢測等級和評定》以及《NB/T47013 承壓設(shè)備無損檢測 第3部分:超聲檢測》等標(biāo)準(zhǔn)中,針對檢測時(shí)的母材溫度、儀器校準(zhǔn)與實(shí)際檢測時(shí)的環(huán)境溫度差作出了規(guī)定。
相關(guān)規(guī)定如下:
- 檢測時(shí)焊縫及其母材溫度為0℃~60℃(GB/T11345-2023,1范圍);
- 時(shí)基線和靈敏度設(shè)定時(shí)的溫度與焊縫檢測時(shí)的溫度之差不應(yīng)超過15℃(GB/T11345-2023,11.1總體要求);
- 檢測系統(tǒng)設(shè)置和校準(zhǔn)與實(shí)際檢測溫度之差應(yīng)控制在15℃之內(nèi)(NB/T47013.3-2023,4.3.2.5耦合劑的選用及工件表面溫度要求)。
為何標(biāo)準(zhǔn)中設(shè)定了這些與溫度相關(guān)的規(guī)定呢?今天,讓我們一同來探究這些規(guī)定背后的緣由。
1、溫度對鋼材超聲波衰減程度的影響
研究表明,隨著溫度的升高,鋼材晶粒度會增大,超聲波在鋼中的衰減程度(主要是散射衰減)會明顯增加。
散射衰減嚴(yán)重時(shí),被散射的超聲波會沿著復(fù)雜的路徑傳播到探頭,在儀器屏幕上形成雜亂的噪聲信號(俗稱草狀回波),造成信噪比下降,檢測靈敏度降低。
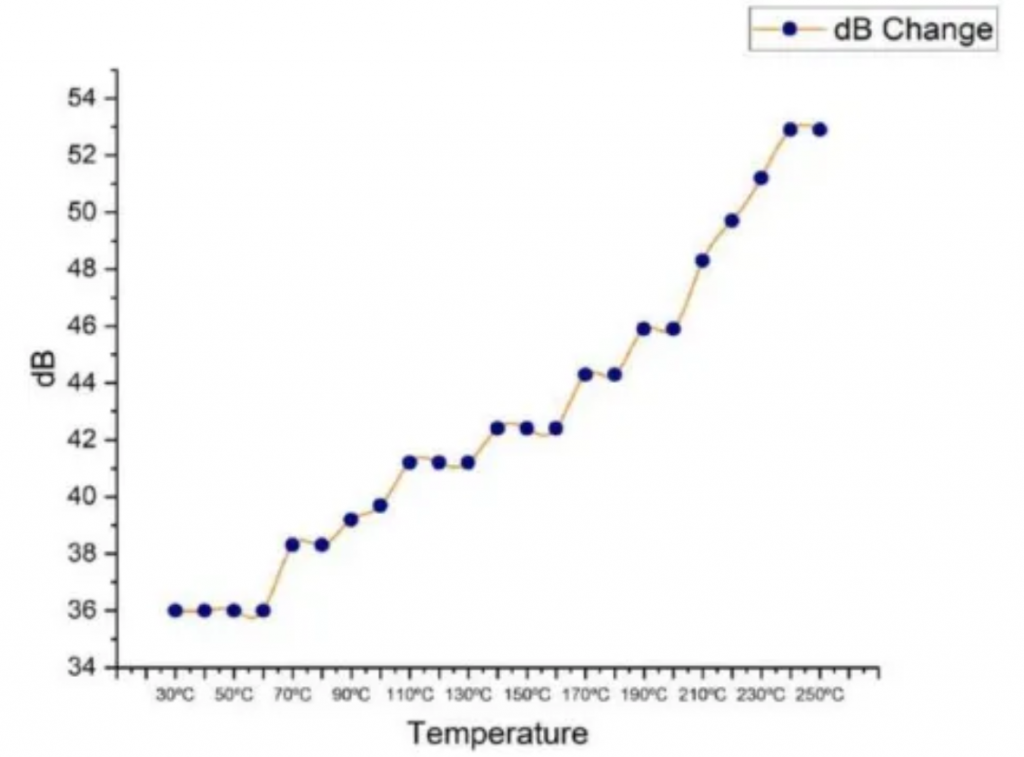
圖1 增益值(dB)隨溫度(℃)的變化曲線(低碳鋼)
圖1是厚度25mm低碳鋼鋼板,隨著溫度升高,底波達(dá)到80%時(shí)的儀器增益(dB)值,可以看出,溫度在30℃~60℃之間時(shí),dB值比較穩(wěn)定,超過60℃后,dB值較快增加。
這個(gè)實(shí)驗(yàn)結(jié)果從一定程度上解釋了為什么標(biāo)準(zhǔn)GB/T11345中將檢測時(shí)焊縫及母材溫度規(guī)定為0℃~60℃,因?yàn)樵谶@個(gè)溫度范圍下,鐵素體類鋼材表現(xiàn)為低超聲波衰減。
2、溫度對材料聲速的影響引起橫波折射角(K值)的變化
溫度除了對鋼材的超聲波衰減程度有影響外,溫度的變化還會使材料聲速發(fā)生改變,而材料聲速作為超聲波檢測的重要聲學(xué)指標(biāo),他的變化會引起多個(gè)檢測工藝參數(shù)的變化,最終導(dǎo)致我們對缺陷定位、定量的不準(zhǔn)確。
下面,我們主要來看一看在鋼焊縫檢測時(shí)溫度對橫波斜探頭角度的影響:
我們知道,鋼中橫波的產(chǎn)生機(jī)理為:探頭晶片發(fā)出縱波,經(jīng)斜探頭的有機(jī)玻璃楔塊傾斜入射至有機(jī)玻璃—鋼界面時(shí)產(chǎn)生折射,進(jìn)而獲得在鋼中斜入射的橫波S,鋼中的橫波折射角由折射定律(公式1)決定:
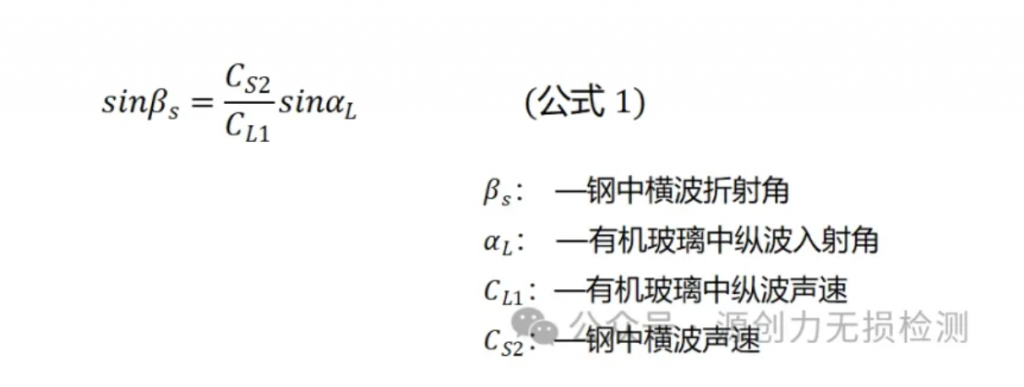
從上式可以看出,橫波折射角βs與αL、CL1、CS2有關(guān),其中αL為有機(jī)玻璃斜楔自然角度固定不變,CL1和CS2會隨著溫度變化,變化規(guī)律如圖2。
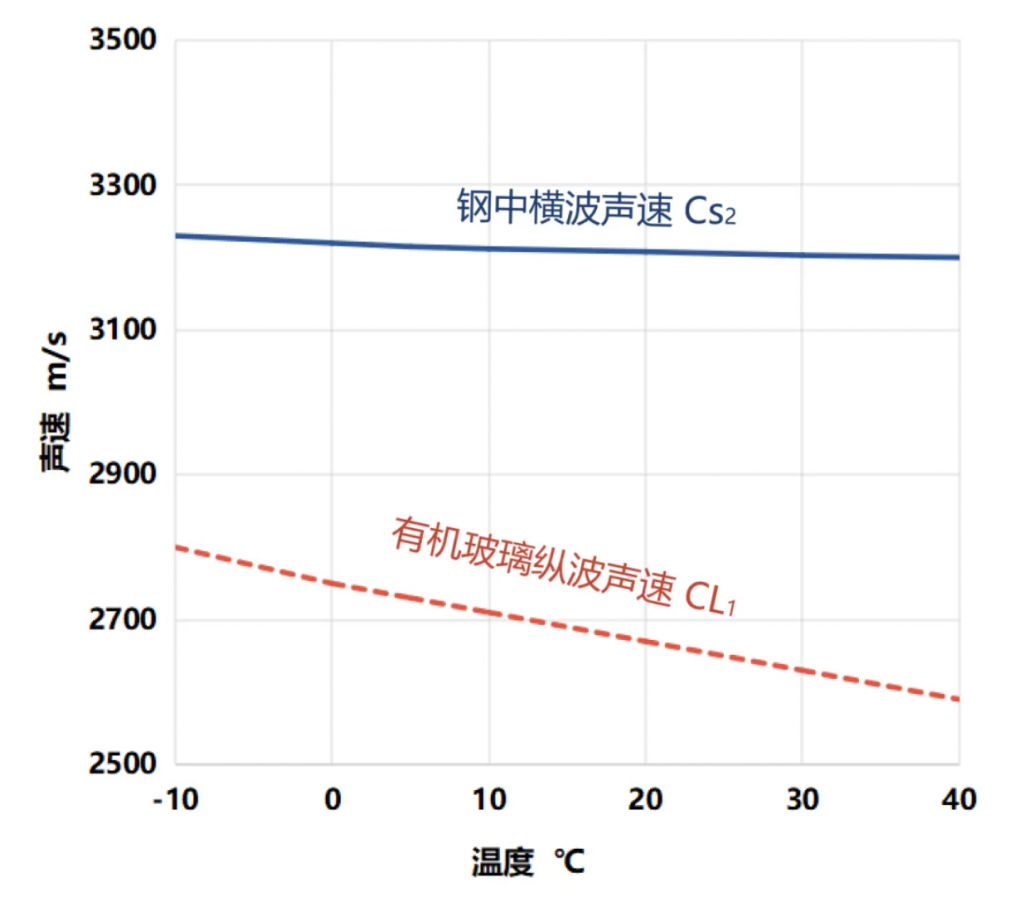
圖2 聲速隨溫度的變化曲線
圖2可以看出,在-10℃—40℃范圍內(nèi),鋼與有機(jī)玻璃的聲速都隨溫度上升而下降,但其下降趨勢有較大差異,鋼中的橫波聲速隨溫度變化很小,而有機(jī)玻璃中的縱波聲速隨溫度變化很大,根據(jù)公式(1)可知,這種變化會使得鋼中橫波折射角發(fā)生改變(如圖3)。
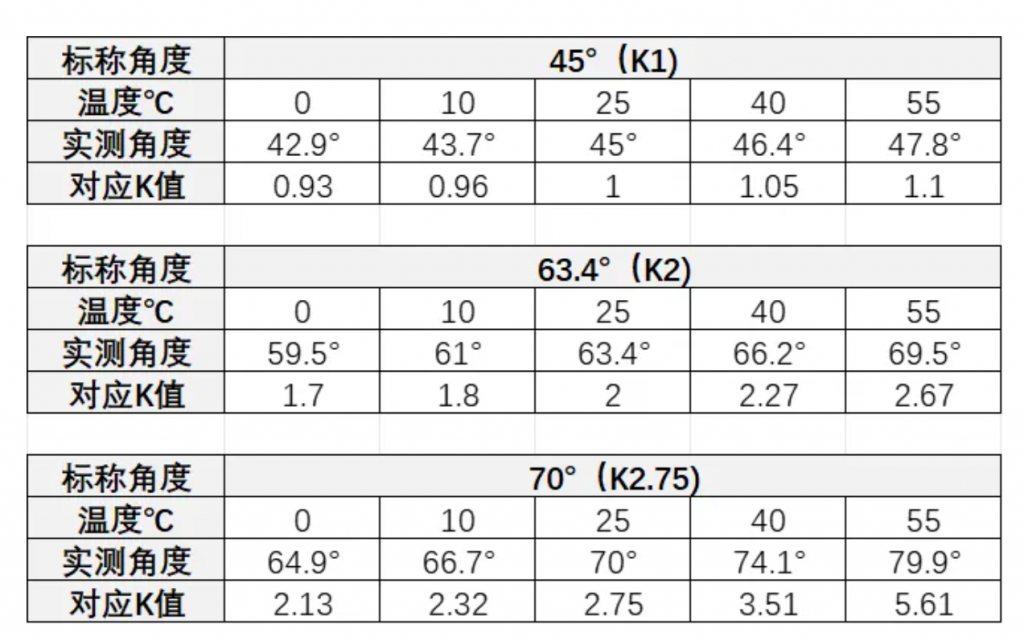
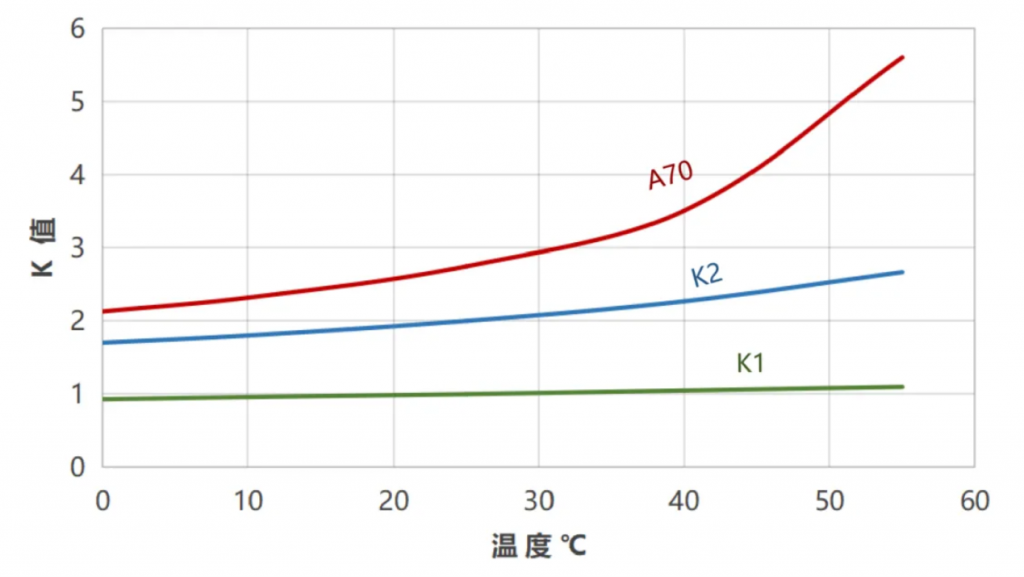
圖3 鋼中橫波折射角隨溫度的變化
- 圖3可以看出斜探頭K值隨著溫度升高而增大,且K值越大,隨溫度的變化更劇烈;
- 以工程檢測常用的K2探頭為例,室溫25℃下K值為2.0,環(huán)境溫度0℃時(shí)K值為1.7,環(huán)境溫度40℃時(shí)K值2.67;
- 70°探頭隨溫度變化更大,25℃與40℃相比,K值相差接近30%;
可見,溫度對斜探頭角度有明顯的影響,因此標(biāo)準(zhǔn)中規(guī)定:檢測系統(tǒng)設(shè)置和校準(zhǔn)與實(shí)際檢測溫度之差應(yīng)控制在15℃之內(nèi)。
除上述兩點(diǎn)外,溫度還會對超聲場的近場區(qū)長度以及波束指向性產(chǎn)生影響。這些影響因素都會給檢測結(jié)果帶來不確定性,所以我們在進(jìn)行檢測時(shí),切不可忽視溫度的影響。
總結(jié)
溫度在30℃~60℃之間時(shí),鋼材超聲衰減程度穩(wěn)定;超過60℃后,衰減程度較快增加,表現(xiàn)為高衰減性。斜探頭K值隨著溫度升高而增大,且K值越大,隨溫度的變化更劇烈
The post 溫度對焊縫超聲波檢測的影響 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 焊縫超聲檢測中常見偽缺陷的產(chǎn)生機(jī)理、波形特點(diǎn)、識別方法 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>
在焊縫超聲波檢測中,常常會出現(xiàn)一些非缺陷回波信號,即所謂的偽缺陷。相比于射線檢測底片上的偽缺陷影像,或者磁粉、滲透檢測中的偽顯示,超聲檢測中的偽缺陷信號出現(xiàn)頻率高,而且較難識別和判斷。
例如,在某大型鋼結(jié)構(gòu)工程的焊縫檢測中,由于檢測人員將偽缺陷誤判為真實(shí)缺陷,導(dǎo)致了工程進(jìn)度的延誤和成本的增加。因此,在焊縫超聲檢測中對這類非缺陷回波信號深入的分析,有助于排除偽缺陷帶來的干擾,從而能夠精準(zhǔn)地識別出缺陷,避免因?yàn)檎`判、漏判,造成不必要的損失。
本文我們將對焊縫超聲波檢測中常見的偽缺陷進(jìn)行深入分析。
焊縫中常見的偽缺陷有:
(1)表面波
(2)焊角回波
(3)焊縫中的變形波(山形波)
1、表面波

產(chǎn)生機(jī)理:
探頭發(fā)射的超聲波波束分為主波束和旁瓣,并且主波束具有一定的擴(kuò)散角,一些情況下,部分波束會形成沿工件表面?zhèn)鞑サ谋砻娌ǎ谟龅焦ぜ砻娴牟贿B續(xù)時(shí)(如油、銹等)會產(chǎn)生反射回波信號(如圖1)。
探頭K值越大、晶片尺寸越小、頻率越小,會導(dǎo)致超聲波聲束擴(kuò)散角增大,表面波愈加明顯。

波形特點(diǎn)、識別方法:
表面波波形較寬(如圖3),用手拍打探頭前部,表面波會明顯跳動(dòng)或消失。

2、焊角回波

產(chǎn)生機(jī)理:
焊縫一般有余高,余高與母材的交界處稱為焊角,由焊角產(chǎn)生的回波稱為焊角回波。
焊角回波主要是由于超聲波主波束垂直或接近垂直入射至焊角輪廓處,產(chǎn)生的反射波沿原路徑返回,繼而被探頭接收(如圖4)。
焊角回波高度與余高高度有關(guān),余高高時(shí)焊角回波高度高;如果余高很小或者將余高磨平則不存在焊角回波。
波形特點(diǎn)、識別方法:
焊角回波可分為焊趾處焊角回波、焊根處焊角回波,其探頭位置分別在A、B處產(chǎn)生(如圖3),識別焊角回波有以下幾種方法。
(1)看最高回波位置
儀器上焊角最高回波的位置與工件上實(shí)際焊角位置相同;
探頭置于A處:顯示深度略大于1倍板厚(如儀器設(shè)置了根據(jù)工件厚度自動(dòng)計(jì)算缺陷深度功能,則顯示深度略小于板厚,但已超出1次波范圍);
探頭置于B處:顯示深度略大于2倍板厚(如儀器設(shè)置了根據(jù)工件厚度自動(dòng)計(jì)算缺陷深度功能,則顯示深度接近余高高度,但已超出2次波范圍)。
(2)對側(cè)不可見特征
只有遠(yuǎn)離探頭一側(cè)的焊角才可能產(chǎn)生焊角回波,即焊角回波只能在與其相對的一側(cè)才能探測到(因?yàn)樘筋^側(cè)的焊角輪廓線與超聲波入射方向近于平行,不產(chǎn)生焊角反射)。
如果在焊縫兩側(cè)都檢測到焊角回波,其兩側(cè)回波對應(yīng)的水平位置一定不重合,如果位置相同,則很有可能是焊趾裂紋或咬邊。
(3)除上面兩種方法外,對于焊趾處的焊角回波(探頭置于B處),可以用手指蘸上油輕輕敲擊工件對應(yīng)的焊角處,此時(shí)焊角回波會上下跳動(dòng)。這也是一種簡單有效的焊角回波判斷方法,但是對于焊根處的焊角回波(探頭置于A處)這種方法一般很難實(shí)現(xiàn)。

3、焊縫中的變型波(山形波)

產(chǎn)生機(jī)理:
在某些焊縫檢測中,超聲波主波束入射到焊角輪廓處時(shí),其橫波入射角小于第三臨界角
,此時(shí)工件中除了反射橫波S’外,由于波形轉(zhuǎn)換,還會產(chǎn)生變型縱波L’。當(dāng)S’或L’垂直入射到焊縫上表面某些部位,再次反射,其回波原路返回,繼而被探頭接收。這樣,在屏幕上可能同時(shí)出現(xiàn)三個(gè)回波,即所謂的“山形波”(如圖7)。
“山形波”的形成條件看似苛刻,但由于超聲波波束具有一定的擴(kuò)散角,這種波形顯示在焊縫檢測中并不罕見。比如:焊縫厚度在14~30mm左右,外觀成形較好,余高較高的情況下,經(jīng)常會出現(xiàn)“山形波”。往往檢測時(shí)連續(xù)不斷的出現(xiàn)較強(qiáng)的“山形波”,說明焊縫成形較好,焊縫內(nèi)部一般也很少有較大缺陷。
要注意的是,由于焊角輪廓差異,“山形波”并不總是3個(gè)波峰一起出現(xiàn),有時(shí)L’和S’只出現(xiàn)其中一個(gè)。

波形特點(diǎn)、識別方法:
(1)回波位置
第1個(gè)回波S,深度略大于1倍板厚(如儀器設(shè)置了根據(jù)工件厚度自動(dòng)計(jì)算缺陷深度功能,則顯示深度略小于板厚,但已超出1次波范圍);
第2個(gè)回波L’在第3個(gè)回波S’中間近1/2處,并且彼此間聲程差不超過1倍板厚T;
(2)對側(cè)不可見特征
“山形波”是由于焊角回波所派生的,而焊角回波具有對側(cè)不可見特征,所以“山形波”也具備這一特征。即同一個(gè)“山形波”只能在焊縫一側(cè)檢測到,換到另一側(cè)檢測時(shí),可能出現(xiàn)另一個(gè)“山形波”,但絕不會出現(xiàn)同一個(gè)“山形回波”。
由于“山形波”是從焊縫表面反射的,同樣可用手指沾油拍打焊縫表面,“山形波”會明顯跳動(dòng)。

掌握上述三種常見的焊縫超聲檢測中的非缺陷回波的產(chǎn)生機(jī)理、波形特點(diǎn)以及識別方法,可以幫助我們在現(xiàn)場檢測時(shí)迅速識別缺陷與非缺陷回波信號,從而有效避免不必要的誤判、漏判,這也是現(xiàn)場超聲檢測中必備的基本技能。
The post 焊縫超聲檢測中常見偽缺陷的產(chǎn)生機(jī)理、波形特點(diǎn)、識別方法 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 什么是對接焊縫、什么是角焊縫 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>首先我們要清楚,什么是焊接接頭?什么是焊縫?

焊接接頭(joint):是指兩個(gè)或兩個(gè)以上零件要用焊接組合或已經(jīng)焊合的接點(diǎn)。焊接接頭通常由焊縫、熔合區(qū)和熱影響區(qū)等幾部分組成。
焊縫(weld):焊件經(jīng)焊接后所形成的結(jié)合部分。焊縫通常是通過熔化填充金屬和母材的部分區(qū)域,在冷卻凝固后形成的連續(xù)金屬區(qū)域。
圖1中,紅色部分是焊縫,而焊接接頭還要包括兩側(cè)熱影響區(qū)。
清楚了接頭、與焊縫的區(qū)別后,再來看對接接頭、角接接頭的概念。
對接接頭、角接接頭所指的是一種接頭形式,除此之外還有T形接頭、端接接頭、搭接接頭等等,可以看出這些接頭形式大多是根據(jù)接頭的幾何構(gòu)造特點(diǎn)來命名的。(圖2)

對接接頭(butt joint):兩件表面構(gòu)成大于135°,小于或等于180°夾角的接頭(圖 3)。
角接接頭(corner joint):兩件端部構(gòu)成大于30°,小于135°夾角的接頭(圖 3)。

對接焊縫、角焊縫的概念
對接焊縫(butt weld):在焊件的坡口面間或一零件坡口面與另一零件表面間焊接的焊縫。
角焊縫(fillet weld):沿兩直交或近直交零件的交線所焊接的焊縫。
從概念上可以看出,首先對接焊縫、角焊縫指的是焊縫,即金屬熔化再凝固的區(qū)域。他們是兩種不同的焊縫形式。
對接焊縫的特征是:坡口間的焊縫,換句話說,要形成對接焊縫,那么焊件必須加工坡口(圖 4)。

有一類特殊情況,對接接頭形成的焊縫,即使不開坡口,其焊縫形式依然屬于對接焊縫(圖5)。

角焊縫的特征是:直交(直角)間的焊縫,角焊縫一般不開坡口(圖6)。

以上就是對接接頭、角接接頭,對接焊縫、角焊縫的概念和區(qū)別。在鋼結(jié)構(gòu)的設(shè)計(jì)、加工和檢測中,對接焊縫和角焊縫有著很大區(qū)別。

除了對接焊縫、角焊縫外,還有一類焊縫形式叫對接和角接焊縫的組合焊縫,它包含了對接焊縫和角焊縫兩種焊縫形式(圖7)。

The post 什么是對接焊縫、什么是角焊縫 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
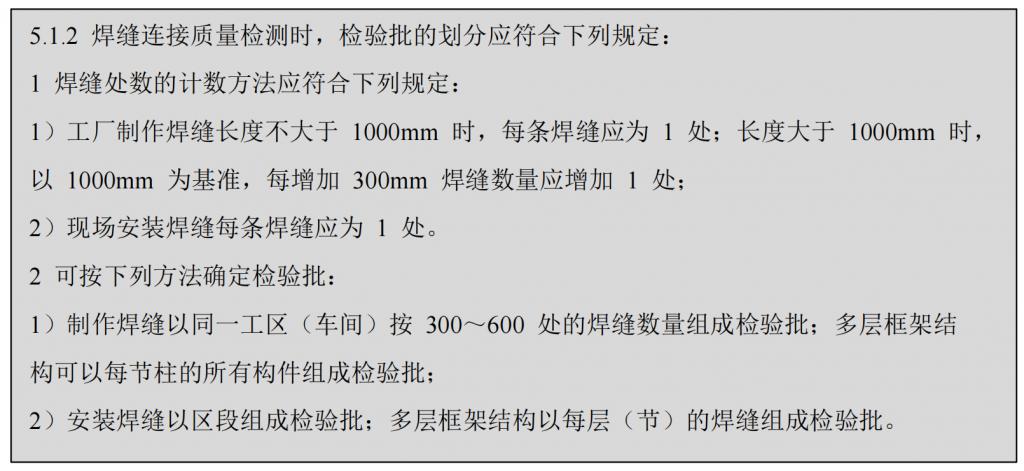
]]>The post 標(biāo)準(zhǔn)推薦:鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)標(biāo)準(zhǔn)(T/CECS1009-2022) appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>
例如:在鋼結(jié)構(gòu)焊縫超聲檢測的檢測、驗(yàn)收與評定過程中,很多檢測人員存在誤區(qū),現(xiàn)場檢測結(jié)果給出焊縫滿足驗(yàn)收等級 2 級或驗(yàn)收等級 3 級的要求。這主要是因?yàn)殇摻Y(jié)構(gòu)焊縫超聲檢測技術(shù)依據(jù)的標(biāo)準(zhǔn)是《焊縫無損檢測 超聲檢測 技術(shù)、檢測等級和評定》GB/T 11345-2013,該標(biāo)準(zhǔn)推薦驗(yàn)收等級按照《焊縫無損檢測 超聲檢測 驗(yàn)收等級》GB/T 29712-2013 的有關(guān)規(guī)定執(zhí)行。
但是,在《鋼結(jié)構(gòu)設(shè)計(jì)標(biāo)準(zhǔn)》GB 50017-2017、《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收標(biāo)準(zhǔn)》GB50205-2020、《鋼結(jié)構(gòu)焊接規(guī)范》GB 50661-2011 等標(biāo)準(zhǔn)中對于鋼結(jié)構(gòu)焊縫是按照焊縫質(zhì)量等級劃分的,沒有驗(yàn)收等級的概念,所以,在鋼結(jié)構(gòu)焊縫超聲檢測過程中存在檢測、驗(yàn)收、評定標(biāo)準(zhǔn)不協(xié)調(diào)的問題。
另外,《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收標(biāo)準(zhǔn)》GB 50205-2020 規(guī)定了鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收的內(nèi)容,但缺少相應(yīng)檢測方法的操作過程。

《鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)標(biāo)準(zhǔn)》T/CECS1009-2022以《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收標(biāo)準(zhǔn)》GB 50205-2020 中規(guī)定施工質(zhì)量驗(yàn)收內(nèi)容為依托,提出了較為全面、具體、可操作的鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)方法和操作過程,為鋼結(jié)構(gòu)工程質(zhì)量的評定和既有鋼結(jié)構(gòu)性能的鑒定提供技術(shù)保障。
《鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)標(biāo)準(zhǔn)》T/CECS1009-2022中與焊接檢測相關(guān)的部分內(nèi)容。
標(biāo)準(zhǔn)文件可私信聯(lián)系我們獲取。



The post 標(biāo)準(zhǔn)推薦:鋼結(jié)構(gòu)現(xiàn)場檢測技術(shù)標(biāo)準(zhǔn)(T/CECS1009-2022) appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post 鋼結(jié)構(gòu)焊縫外觀質(zhì)量要求及說明 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>相關(guān)標(biāo)準(zhǔn)中,明確要求對焊縫外觀質(zhì)量的檢測,本文對《GB50661鋼結(jié)構(gòu)焊接規(guī)范》標(biāo)準(zhǔn)中“表8.2.1焊縫外觀質(zhì)量要求”的檢驗(yàn)項(xiàng)目進(jìn)行介紹。
主要內(nèi)容:
1、《GB50661鋼結(jié)構(gòu)焊接規(guī)范》標(biāo)準(zhǔn)中“表8.2.1焊縫外觀質(zhì)量要求”;
2、表8.2.1中要求的檢驗(yàn)項(xiàng)目對應(yīng)的焊縫外觀缺陷說明;
3、表8.2.1中要求的檢驗(yàn)項(xiàng)目對應(yīng)的焊縫外觀缺陷典型圖譜。
| 檢驗(yàn)項(xiàng)目 | 典型圖譜 | 焊縫質(zhì)量等級 | |||
| 一級 | 二級 | 三級 | |||
| 1 | 裂紋 | Figure1 | 不允許 | 不允許 | 不允許 |
| 2 | 未焊滿 | Figure2 | 不允許 | 深度:≤0.2mm+0.02t且≤1mm,長度:每100mm焊縫內(nèi)累積長度≤25mm | 深度:≤0.2mm+0.04t且≤2mm,長度:每100mm焊縫內(nèi)累積長度≤25mm |
| 3 | 根部收縮 | Figure3 | 不允許 | 深度:≤0.2mm+0.02t且≤1mm,長度:不限 | 深度:≤0.2mm+0.04t且≤2mm,長度:不限 |
| 4 | 咬邊 | Figure4 | 不允許 | 深度:≤0.05t且≤0.5mm,長度:連續(xù)長度≤100mm,且焊縫兩側(cè)咬邊總長度≤10%焊縫全長 | 深度:≤0.1t且≤1mm,長度:不限 |
| 5 | 電弧擦傷 | Figure5 | 不允許 | 不允許 | 允許存在個(gè)別電弧擦傷 |
| 6 | 接頭不良 | Figure6 | 不允許 | 深度:≤0.05t且≤0.5mm,長度:每1000mm長度焊縫內(nèi)不得超過1處 | 深度:≤0.1t且≤1mm,長度:每1000mm長度焊縫內(nèi)不得超過1處 |
| 7 | 表面氣孔 | Figure7 | 不允許 | 不允許 | 每50mm長度焊縫內(nèi)允許存在直徑<0.4t且≤3mm的氣孔2個(gè),孔距應(yīng)≥6倍孔徑 |
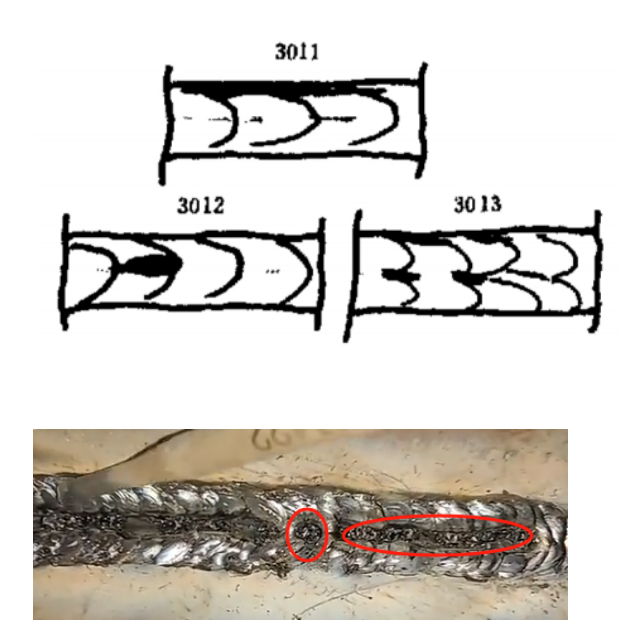
| 8 | 表面夾渣 | Figure8 | 不允許 | 不允許 | 深度:≤0.2t,長度:≤0.5t且≤20mm |
Figure1、裂紋
說明:在焊接應(yīng)力及其它致脆因素共同作用下,焊接接頭中局部地區(qū)的金屬原子結(jié)合力遭到破壞而形成的新界面而產(chǎn)生的縫隙。(GB/T6417 NO.100)
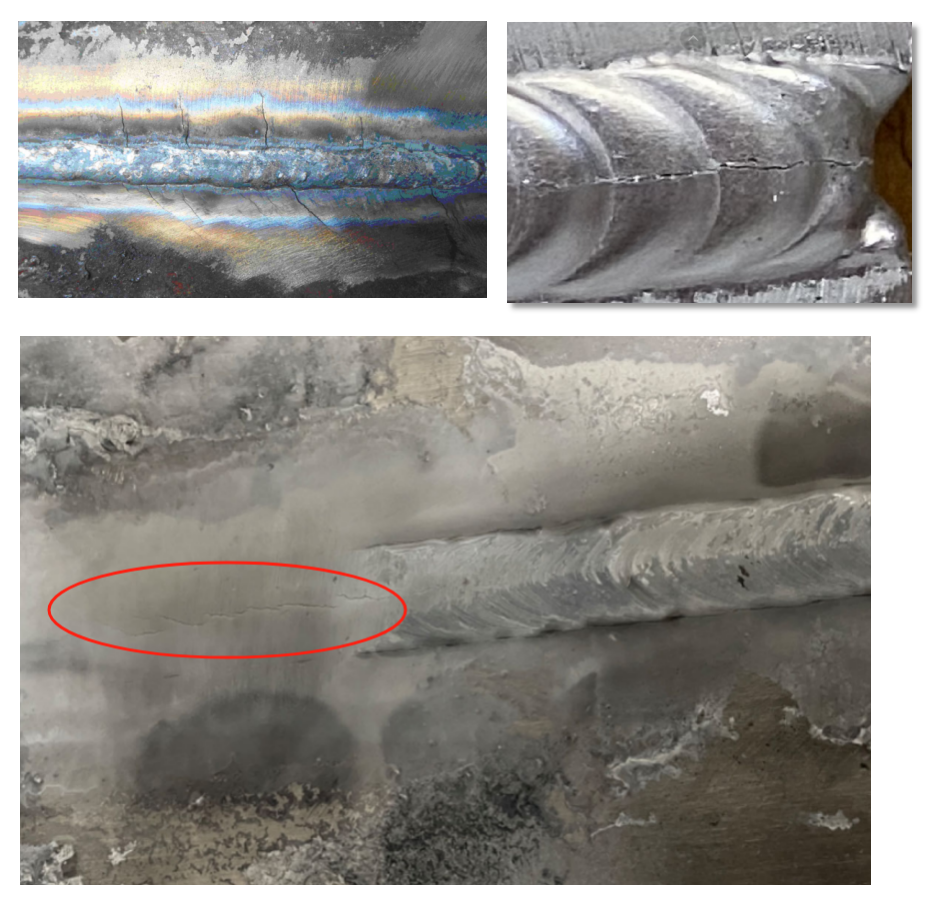
Figure2、未焊滿
說明:由于填充金屬不足,在焊縫表面形成的連續(xù)或斷續(xù)的溝槽。(GB/T6417 NO.511)
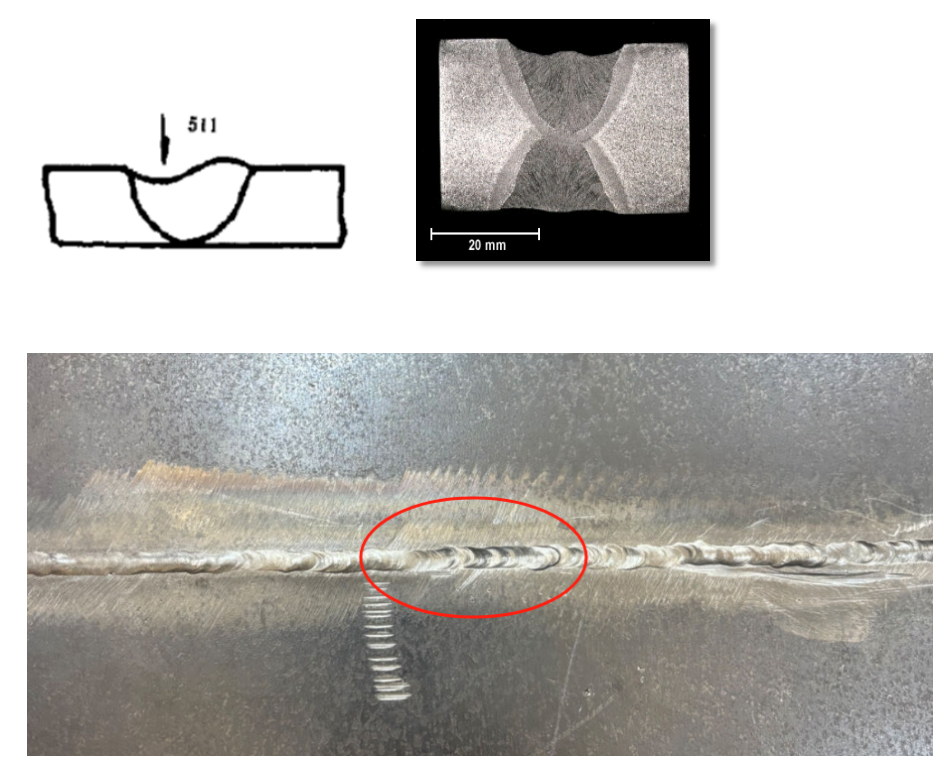
Figure3、根部收縮
說明:由于對接焊縫根部收縮造成的淺的溝槽。(GB/T6417 NO.515)
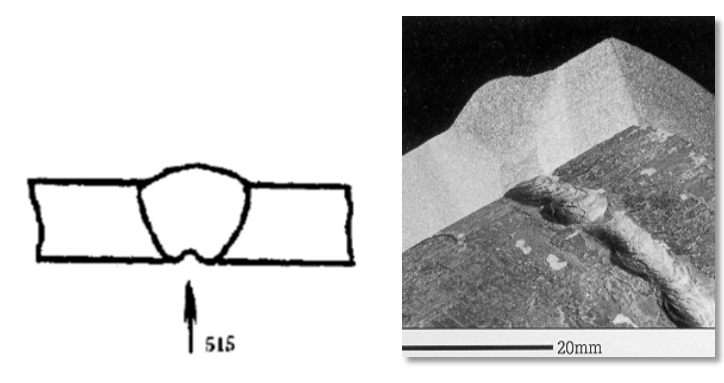
Figure4、咬邊
說明:因?yàn)楹附釉斐傻暮钢海ɑ蚝父┨幍臏喜邸Rн吙赡苁沁B續(xù)的或間斷的。(GB/T6417 NO.5011/5012)
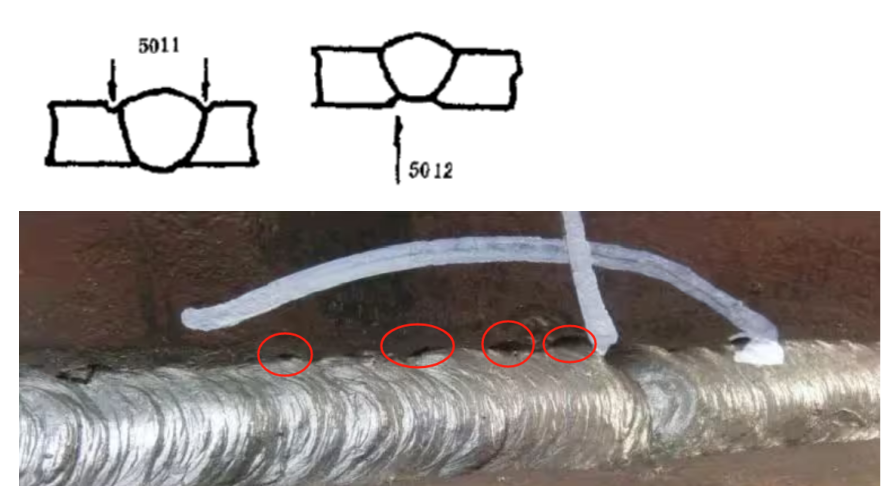
Figure5、電弧擦傷
說明:在焊縫坡口外部引弧或打弧時(shí)產(chǎn)生于母材金屬表面上的局部損傷。(GB/T6417 NO.601)
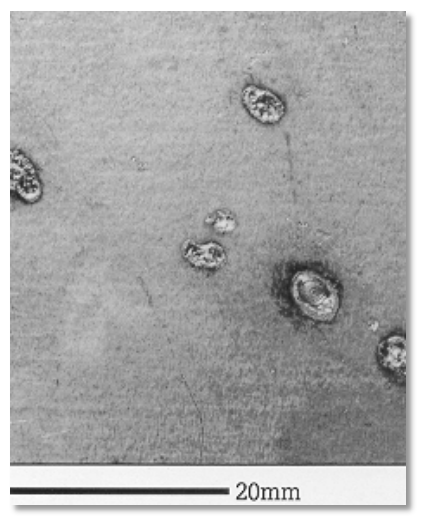
Figure6、接頭不良
說明:焊縫銜接處的局部表面不規(guī)則。(GB/T6417 NO.517)
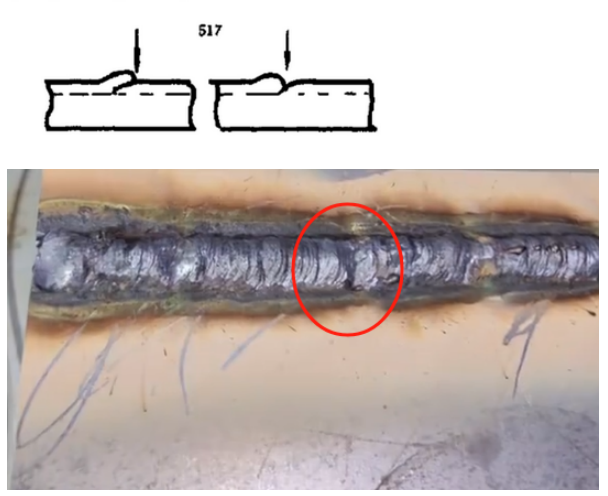
Figure7、表面氣孔
說明:暴露在焊縫表面的氣孔。(GB/T6417 NO.2017)
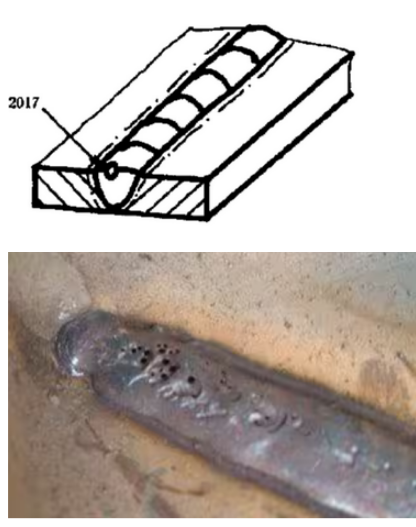
Figure8、表面夾渣
說明:殘留在焊縫中的熔渣,暴露在焊縫表面即為表面夾渣(GB/T6417 NO.301)
The post 鋼結(jié)構(gòu)焊縫外觀質(zhì)量要求及說明 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>The post GB/T11345《焊縫超聲檢測標(biāo)準(zhǔn)》2023/2013對照表 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>| 序號 | GB/T11345-2013 | GB/T11345-2023 | 說明 |
| 1 | 1 范圍 通過下列任一技術(shù),本標(biāo)準(zhǔn)可用于顯示評定或驗(yàn)收: a) 基于顯示長度和回波幅度的評定; b) 基于顯示特性和顯示尺寸(采用探頭移動(dòng)技術(shù))的評定。 應(yīng)明確規(guī)定使用哪種技術(shù) | 1 范圍 本文件適用于通過下列任一技術(shù)對其所發(fā)現(xiàn)的不連續(xù)進(jìn)行評定或驗(yàn)收: a)基于不連續(xù)的長度和回波幅度的評定; b)基于采用探頭移動(dòng)技術(shù)獲得不連續(xù)的特性和尺寸的評定。 | 更改了范圍(見第1章,2013年版的第1章) |
| 2 | 3 術(shù)語定義和符號 3.1?GB/T 12604.1界定的術(shù)語和定義適用于本標(biāo)準(zhǔn)。 | 3 術(shù)語和定義 3.1 ISO5577和ISO17635界定的術(shù)語和定義適用于本文件 | 更改了術(shù)語和定義(見第3章,2013年版的第3章) |
| 3 | 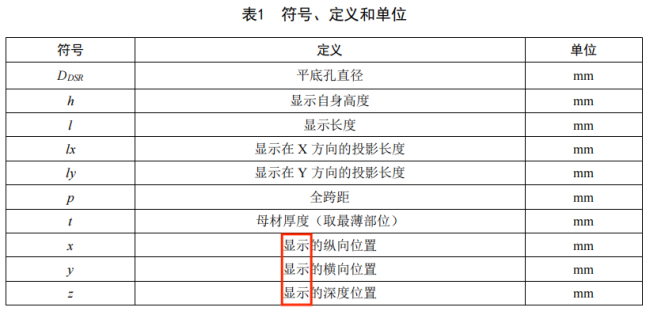 | 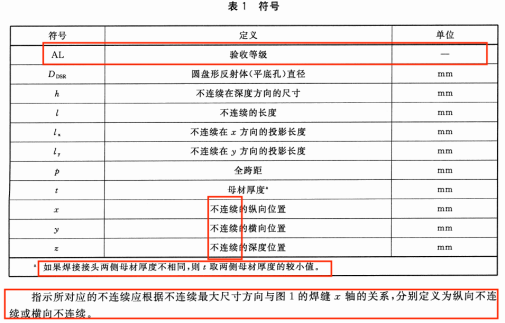 | 增加了符號(見第4章) |
| 4 |  | 刪除圖示 | 刪除了探頭接觸面寬度的圖示(見2013年版的圖1) |
| 5 | 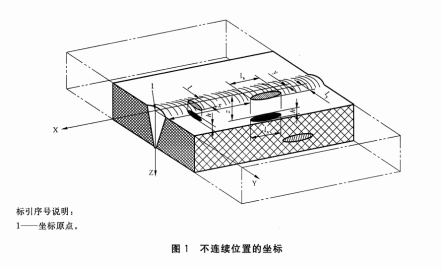 | 增加了不連續(xù)位置的坐標(biāo)的圖示(見圖1) | |
| 6 | 4 總則 本標(biāo)準(zhǔn)的目的是,對于溫度范圍為 0~60℃的普通焊接接頭,使用標(biāo)準(zhǔn)條款進(jìn)行超聲檢測的通用技術(shù)。 本標(biāo)準(zhǔn)規(guī)定了檢測設(shè)備、檢測準(zhǔn)備、檢測實(shí)施和報(bào)告等具體要求。具體參數(shù)(尤其探頭)符合 GB/T 29712 和 GB/T 29711 要求 | 5?通則 本文件目的是確立溫度0℃~60℃的常見焊接接頭超聲檢測的通用技術(shù)。本文件覆蓋了檢測設(shè)備、檢測準(zhǔn)備、檢測實(shí)施和報(bào)告等內(nèi)容。具體參數(shù)規(guī)定尤其是探頭的參數(shù),與ISO11666和ISO23279的規(guī)定保持一致。如果焊接接頭兩側(cè)母材厚度不相同,則應(yīng)考慮兩側(cè)母材厚度的較小值。應(yīng)規(guī)定使用的技術(shù)。 | 更改了總則(見第5章,2013年版的第4章) |
| 7 | 6.2.1 采購和維修 宜采購按 GB/T 5616 或合同各方同意的體系取得認(rèn)證或合格評定的超聲檢測儀、探頭和試塊。超聲檢測儀應(yīng)符合JB/T 10061或等效標(biāo)準(zhǔn)的要求。探頭應(yīng)符合相應(yīng)標(biāo)準(zhǔn)的要求。試塊應(yīng)符合GB/T 23905的要求。 | 7.2 檢測設(shè)備 與本文件配合使用的任何檢測設(shè)備均應(yīng)符合ISO22232(所有部分)的規(guī)定. | 更改了檢測設(shè)備要求(見7.2,2013年版的6.2) |
| 8 | 6.3.4 曲面掃查時(shí)的探頭匹配 檢測面與探頭靴底面之間的間隙g,不應(yīng)大于0.5mm。 對于圓柱面或球面,上述要求可由公式(1)檢查:  | 7.3.4曲面掃查時(shí)的探頭匹配 被測面與探頭底面之間的間隙(g),不應(yīng)大于0.5 mm。對于在圓柱面或球面上掃查的平探頭,上述要求能按公式(1)核查:  | 更改了探頭參數(shù)要求(見7.3,2013年版的6.3) |
| 9 | 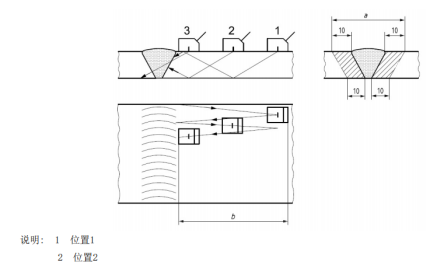  | 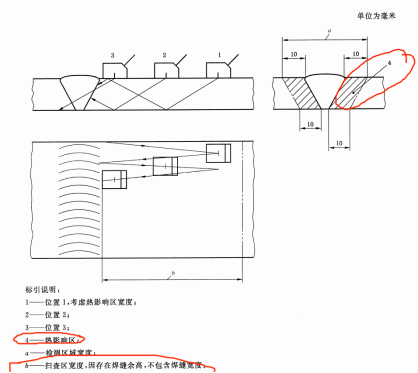 | 更改了掃查縱向不連續(xù)時(shí)檢測區(qū)域示意圖的標(biāo)引序號說明(見圖2,2013年版的圖2) |
| 序號 | GB/T11345-2013 | GB/T11345-2023 | 說明 |
| 10 | 8?探頭移動(dòng)區(qū) 探頭移動(dòng)區(qū)應(yīng)足夠?qū)挘员WC聲束能覆蓋整個(gè)檢測區(qū)域(見圖2)。增加探測面,比如在焊接接頭雙面進(jìn)行掃查,可縮短探頭移動(dòng)區(qū)寬度。探頭移動(dòng)區(qū)表面應(yīng)平滑,無焊接飛濺、鐵屑、油垢及其他外部雜質(zhì)。探頭移動(dòng)區(qū)表面的不平整度,不應(yīng)引起探頭和工件的接觸間隙超過0.5mm。如果間隙超標(biāo),應(yīng)修整探頭移動(dòng)區(qū)表面。當(dāng)焊縫表面局部變形導(dǎo)致探頭與焊縫的間隙大于1mm,可在受影響位置用其他角度探頭進(jìn)行補(bǔ)充掃查。如果該掃查能彌補(bǔ)未掃查到的檢測區(qū)域,此局部變形是允許的。探頭移動(dòng)區(qū)和聲束反射面應(yīng)允許無干擾的耦合劑和反射物。 | 9?掃查面準(zhǔn)備 掃查面應(yīng)足夠?qū)?以確保聲束覆蓋整個(gè)檢測區(qū)域(見圖2)。或者,如果能實(shí)現(xiàn)焊接接頭雙面掃查以確保聲束覆蓋整個(gè)檢測區(qū)域,可縮短掃查面寬度。掃查面表面應(yīng)平滑,無焊接飛濺、鐵屑、油垢及其他外部雜質(zhì)。掃查面表面的不平整度,不應(yīng)引起探頭和檢測表面的間隙大于0.5mm。如果間隙超標(biāo),應(yīng)修整掃查面表面。當(dāng)遇到表面局部變化,如沿著焊趾掃查,導(dǎo)致探頭與表面的間隙大于1mm時(shí),僅當(dāng)在受影響部位增加至少一個(gè)其他角度的探頭進(jìn)行補(bǔ)充掃查時(shí)才能被允許。該補(bǔ)充掃查應(yīng)解決因間隙超標(biāo)引起聲束未覆蓋整個(gè)檢測區(qū)域的問題。掃查面和聲束反射面應(yīng)允許無于擾的耦合劑和反射物。 | 更改了掃查面準(zhǔn)備要求(見第9章,2013年版的第8章) |
| 11 | 10 時(shí)基線和靈敏度設(shè)定 10.1 概述 依據(jù)本標(biāo)準(zhǔn)和附錄E要求,每次檢測前應(yīng)設(shè)定時(shí)基線和靈敏度,并考慮溫度的影響。時(shí)基線和靈敏度設(shè)定時(shí)的溫度與焊縫檢測時(shí)的溫度之差不應(yīng)超過15℃。檢測過程中至少每4小時(shí)或檢測結(jié)束時(shí),應(yīng)對時(shí)基線和靈敏度設(shè)定進(jìn)行校驗(yàn)。當(dāng)系統(tǒng)參數(shù)發(fā)生變化或等同設(shè)定變化受到質(zhì)疑時(shí),也應(yīng)重新校驗(yàn)。如果在檢測過程中發(fā)現(xiàn)偏離,應(yīng)按表2要求進(jìn)行修正。 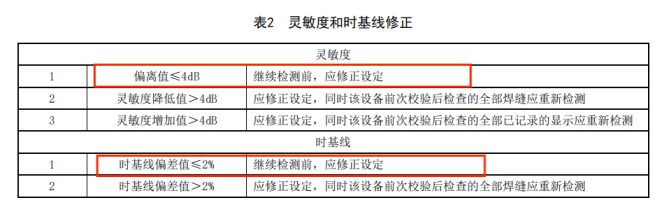 | 11 時(shí)基線和靈敏度設(shè)定 11.1 總體要求 按照本文件和ISO16811的規(guī)定,每次檢測前應(yīng)設(shè)定時(shí)基線和靈敏度,并考慮溫度的影響。時(shí)基線和靈敏度設(shè)定時(shí)的溫度與焊縫檢測時(shí)的溫度之差不應(yīng)超過15℃。 檢測中至少每4h或檢測結(jié)束時(shí),應(yīng)核查時(shí)基線和靈敏度設(shè)定。當(dāng)系統(tǒng)參數(shù)發(fā)生變化或等同設(shè)定變化受到質(zhì)疑時(shí),也應(yīng)重新核查時(shí)基線和靈敏度設(shè)定。 如果在核查過程中發(fā)現(xiàn)靈敏度偏差值大于2dB或時(shí)基線偏差值大于1%,應(yīng)按表2進(jìn)行修正。 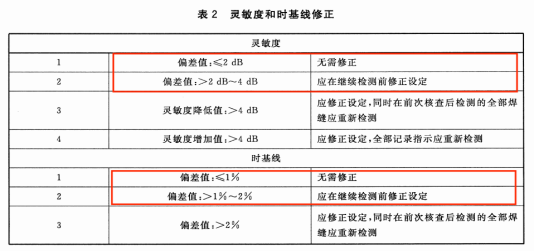 | 更改了靈敏度和時(shí)基線修正要求(見表2,2013年版的表2) |
| 12 | 10.4 傳輸修正 當(dāng)使用對比試塊建立參考等級時(shí),應(yīng)在工件和試塊有代表性的位置測量聲能傳輸損失差值。適用技術(shù)見附錄F。 如差值小于等于 2dB,無需修正。 如差值大于 2dB 且小于 12dB,應(yīng)進(jìn)行補(bǔ)償。 如差值大于等于 12dB,應(yīng)考慮原因,如適用應(yīng)進(jìn)一步修整探頭移動(dòng)區(qū)。 當(dāng)檢測對象存在較大的聲能傳輸損失差值,但未發(fā)現(xiàn)明顯原因時(shí),應(yīng)測量檢測對象不同位置的聲能傳輸損失,并應(yīng)采取修正措施。 | 11.4傳輸修正 當(dāng)使用對比試塊確定參考等級時(shí),應(yīng)在工件和試塊有代表性的位置測量聲能傳輸損失差值。按ISO16811描述的方法選擇適用的技術(shù)。 如差值小于或等于2dB,無需修正。 如差值大于2dB且小于或等于12dB,應(yīng)進(jìn)行補(bǔ)償,如差值大于或等于12dB,應(yīng)分析原因,如適用應(yīng)進(jìn)一步修整掃查區(qū)表面。 當(dāng)檢測對象存在較大的聲能傳輸損失差值,但未發(fā)現(xiàn)明顯原因時(shí),應(yīng)測量檢測對象不同位置的聲能傳輸損失,并應(yīng)采取修正措施。 | 更改了傳輸修正要求(見11.4,2013年版的10.4) |
| 13 | 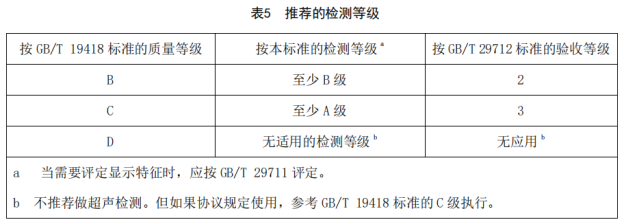 | 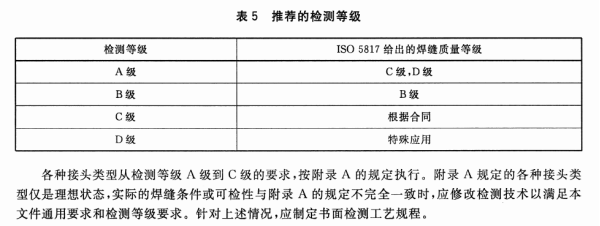 | 更改了推薦的檢測等級(見表5,2013年版的表5) |
| 14 | 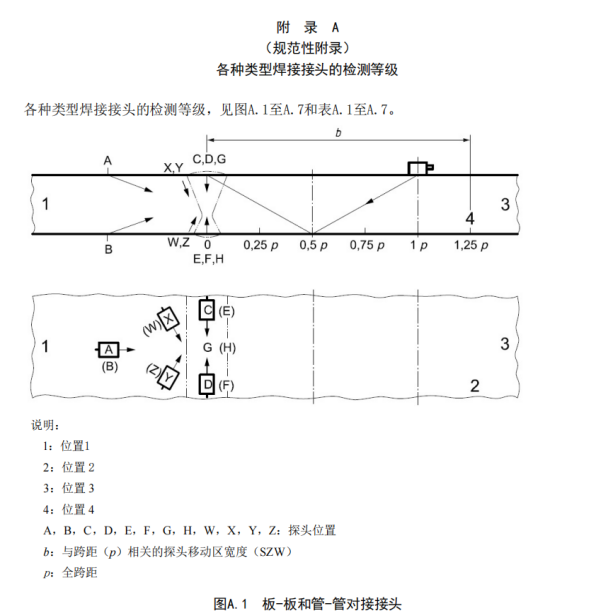 | 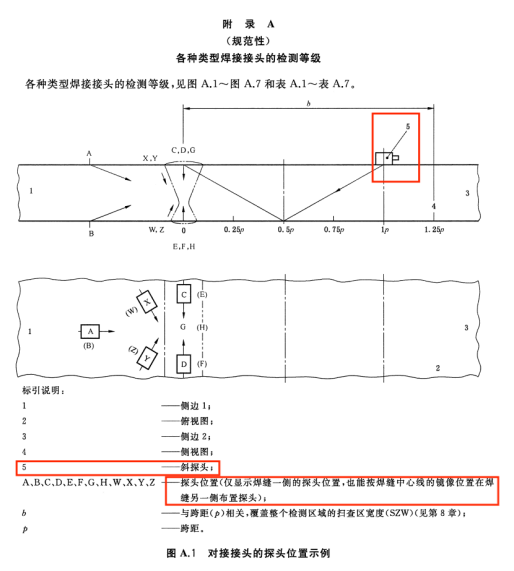 | 更改了對接接頭的探頭位置的圖示和標(biāo)引序號說明(見圖A.1,2013年版的圖A.1) |
| 15 | 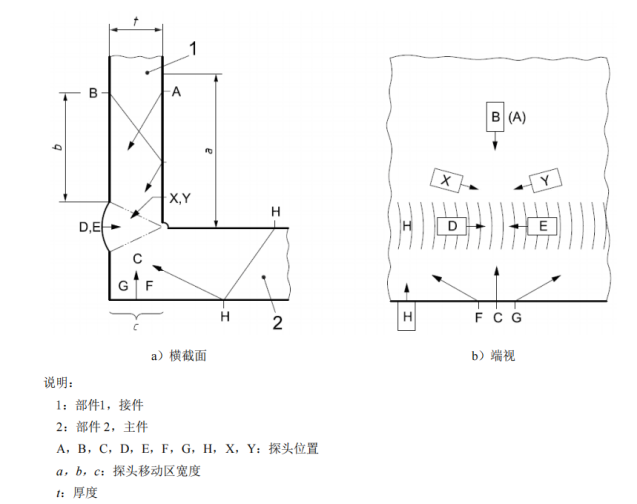 | 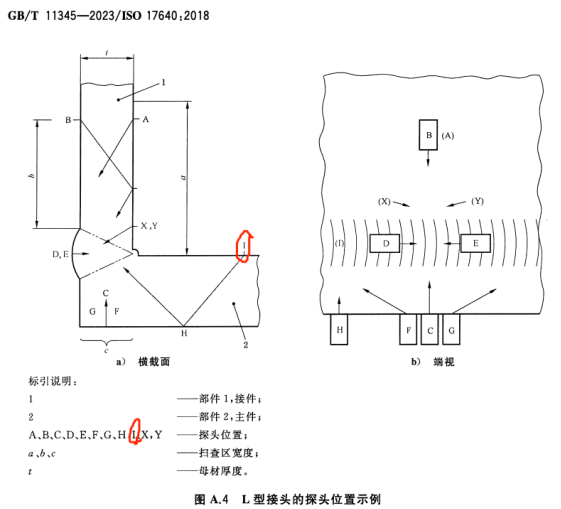 | 增加了插人式管座角接頭直探頭位置的圖示(見圖A.3,2013年版的圖A.3) |
| 16 | 刪除了串列掃查的附錄(見2013年版的附錄B) 刪除了曲面工件實(shí)際折射角計(jì)算的附錄(見2013年版的附錄D) 刪除了時(shí)基線和靈敏度設(shè)定的附錄(見2013年版的附錄E) 刪除了傳輸修正的附錄(見2013年版的附錄F) |
The post GB/T11345《焊縫超聲檢測標(biāo)準(zhǔn)》2023/2013對照表 appeared first on 無損檢測培訓(xùn)-特種設(shè)備-鋼結(jié)構(gòu)-機(jī)械制造行業(yè).
]]>